خط الثقاف المطول الساخنهو معدات إنتاج مهمة تستخدم على نطاق واسع في صناعة معالجة المعادن. تتمثل وظيفتها الرئيسية في قطع لفائف معدنية مدفوعة ساخنة أوسع إلى شرائح متعددة من العرض المطلوب على طول اتجاه الطول. عادةً ما تستخدم هذه الشرائط في عمليات الانحناء والانحناء والختم البارد اللاحق ، وتصبح المواد الأساسية لمختلف المنتجات الصناعية. ستقدم هذه المقالة سير العمل ، والمعلمات الفنية ، ومشاكل التشغيل الشائعة وحلول آلة التزحلق الساخنة المرفوفة بالتفصيل. إذا كنت بحاجة إلى الحصول على مزيد من المعلمات أو معلومات الفيديو ، مرحبًا بك في استشارة Kingreal Steel Slitter!

الأطباق المدفورة الساخنة هي أطباق فولاذية أو شرائط يتم لفها بعد التدفئة. تشمل مزاياها الرئيسية:
صلابة عالية: تتم معالجة الألواح الساخنة المفة في درجات حرارة عالية ، والتي يمكن أن تقضي على بعض الإجهاد الداخلي وتحسين صلابة المادة.
فعالية من حيث التكلفة: مقارنة بالألواح المفة الباردة ، فإن اللوحات المفة الساخنة لها تكاليف إنتاج أقل وهي مناسبة للإنتاج على نطاق واسع.
كفاءة الإنتاج العالية: يمكن لآلات التزحلق المطول الساخنة أن تنقذ لفائف كبيرة بسرعة وكفاءة في العرض المطلوب للتكيف مع التغيرات في الطلب في السوق.
بسبب هذه الخصائص ، تم استخدام الألواح المفة الساخنة على نطاق واسع في هياكل البناء ، وتصنيع الآلات الثقيلة وغيرها من الحقول.
|
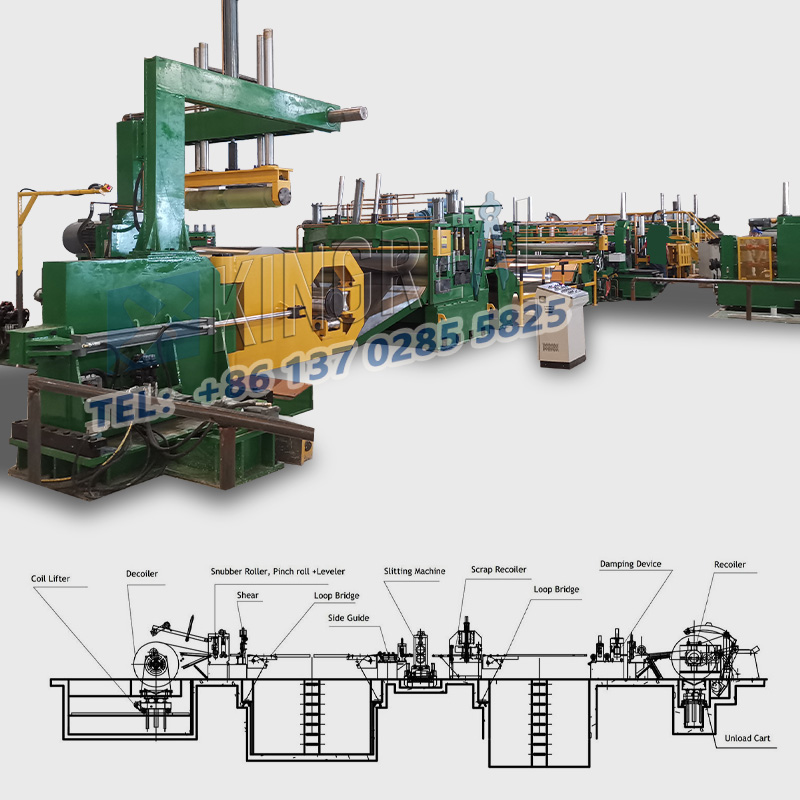
تحميل لخط الثقاف المطول الساخن: يقوم المشغل بتغذية الملف المدلفن الساخن في مغزل Disoiler. عدم التغلب على آلة الزلاجات المطوّرة الساخنة: يقوم Disoiler بإرهاق الملف الرئيسي ويغذي الفولاذ في رأس الجزيرة. الانزلاق لخط الزلزال المطول الساخن: عند رأس الانزلاق ، يتم شق الصلب في شرائط ضيقة متعددة بواسطة شفرة دوارة. الفحص لآلة التزحلق على الساخن المفة: يقوم المشغل بفحص كل حبلا للتأكد من أن عرض المواصفات وحالة الحافة تلبي المتطلبات. تخفيف الإجهاد لخط الثقاف المدلفن الساخن: تمر الخيوط عبر حفر حلقي للتخلص من إجهاد المادة بعد الانتقاء وضمان الترجيع دون الانحناء. التجميع والتعبئة: حزمة وحزم كل حبلا وفقا لمتطلبات العملاء. |
 |
نموذج
النموذج 1
النموذج 2
النموذج 3
النموذج 4
ملف أصلي
لوحة ساخنة
لوحة ساخنة
لوحة ساخنة
لوحة ساخنة
سمك المواد
0.8mm-6.0mm
0.8mm-6.0mm
2.0mm-12.0mm
3.0mm-16.0mm
عرض المواد
1600mm (كحد أقصى)
1800mm (كحد أقصى)
2000mm (الحد الأقصى)
2200mm (كحد أقصى)
وزن الملف
30ton (كحد أقصى)
30ton (كحد أقصى)
30ton (كحد أقصى)
30ton (كحد أقصى)
دقة العرض
± 0.15mm
± 0.15mm
± 0.2mm
± 0.3mm
سرعة الوحدة
120 م/دقيقة (كحد أقصى)
120 م/دقيقة (كحد أقصى)
80 م/دقيقة (كحد أقصى)
60M/دقيقة (الحد الأقصى)
|
① آلة التزحلق المطول الساخنة مع سعة الزلاجات عالية الكفاءة ميزة ملحوظةآلة الزلاجات المطول الساخنةهل يمكن أن تنقذ ما يصل إلى 40 شريطًا ضيقًا في نفس الوقت. تلبي هذه الوظيفة احتياجات العملاء بشكل كبير للإنتاج على نطاق واسع. مع تسارع التصنيع ، ينمو الطلب في السوق على شرائط المعادن ، خاصة في الصناعات مثل البناء وتصنيع السيارات والأجهزة المنزلية. تتيح سعة الانزلاق المرتفعة لخط الزلاجات المطول الساخن المصنعين توفير عدد كبير من المنتجات المؤهلة في وقت قصير ، وبالتالي تحسين كفاءة الإنتاج وتقليل تكاليف الوحدة. |
 |
|
machine الآلة التلقائية الساخنة المتداول يتبنى خط الزلاجات المطول الساخن تصميمًا تلقائيًا بالكامل ومجهز بنظام تحكم متقدم لتحقيق تشغيل عالي السرعة. يمكن أن يصل الحد الأقصى لسرعة الإنتاج إلى 120 م/دقيقة ، مما يعني أنه يمكن معالجة المزيد من المواد لكل وحدة زمنية ، مما يؤدي إلى تحسين كفاءة الإنتاج. لا يقلل التصميم الآلي بالكامل من الحاجة إلى التدخل اليدوي فحسب ، بل يقلل أيضًا من إمكانية أخطاء التشغيل البشرية ويحسن تناسق المنتج وجودةه. يمكن لنظام التحكم التلقائي لخط الشائكة المطول الساخن مراقبة عملية الإنتاج في الوقت الفعلي وضبط المعلمات في الوقت المناسب لتلبية احتياجات المواد والسماكة المختلفة. |
 |
|
③ آلة الزلزال المتدحرجة الساخنة من أجل تلبية احتياجات العملاء بشكل أفضل ، توفر Kingreal Steel SlitterS حلول خط الثقافة الساخنة المخصصة. وفقًا للرسومات التي يوفرها العملاء واحتياجات الإنتاج الفعلية ، فإن Kingreal Steel Slitter قادر على تصميم حلول مختلفة من تصنيع آلات الزلاجات المطولة الساخنة لضمان كفاءة وسلاسة عملية الإنتاج للعملاء. تنقسم آلات التزحلق الساخنة ذات الصلب الساخن إلى ثلاثة أنواع رئيسية للتكيف مع لفائف ذات سمك مختلف: آلة فتحات المقياس الخفيف: متخصصة في معالجة لفائف بسمك من 0.2 مم إلى 3 مم. آلة فتحات المقياس المتوسطة: مناسبة للملفات بسمك 3 مم إلى 6 مم. آلة فتحات المقياس الثقيلة: قادرة على معالجة لفائف بسمك من 6 مم إلى 16 مم. |
 |
الخط الثقاف المطول الساخنقد تنتج الانحناء الجانبي أثناء عملية الانزلاق. قد يكون سببها الأسباب التالية:
1. الانحناء للمواد الخام:
لا يتم القضاء على إجهاد الصفيحة الفولاذية تمامًا أثناء عملية المتداول. بعد القص الطولي ، يتم إطلاق الإجهاد والوحة عازمة. عندما يتم إطلاق الإجهاد في منتصف اللوحة على كلا الجانبين ، تنحني اللوحة إلى الخارج ؛ عندما يتم إطلاق الإجهاد على جانبي اللوحة إلى الوسط ، تنحني اللوحة إلى الوسط.
2. الانحناء بسبب البورس:
تكون الأطراف أكبر بسبب تعديل غير لائق لفجوة الشفرة أثناء القص الطولي. عند التدحرج ، تكون الأطراف الموجودة على الحافة مكافئة لسمك لوحة أكبر ، مما يؤدي إلى امتداد الحافة وتثنيها.
3. الانحناء بسبب الفجوات غير المتكافئة بين الشفرات العلوية والسفلية:
عندما تكون الفجوات اليسرى واليسرى أكبر ، يكون المسافة البادئة للجزء القص أكبر أيضًا ، والجانب مع وجود فجوة أصغر من الفجوات اليسرى واليسرى له امتداد أكبر ، لذلك ينحني.
4. الانحناء الناجم عن التوتر غير المتكافئ:
عند المتداول ، يجب تطبيق نفس التوتر على عرض الصفيحة الكامل. إذا تم تركيز التوتر على جانب واحد ، فسيحدث الانحناء.
5. الانحناء الناجم عن الحركة السريعة لجهاز تصحيح الانحراف:
أثناء المعالجة ، إذا كانت سرعة تصحيح الانحراف سريعًا جدًا ، فسيتم توسيع الجانب المتواصل مع تصحيح الانحراف جزئيًا.
إذا كانت المادة الورقية عازمة بعد القص الطولي ، فسيؤثر ذلك بشكل خطير على جودة اللف للصفائح ، لذلك يجب القضاء عليها. يجب إيلاء الانتباه لأسباب مثل المتداول ، وتعديل المعدات ، وطريقة التشغيل.