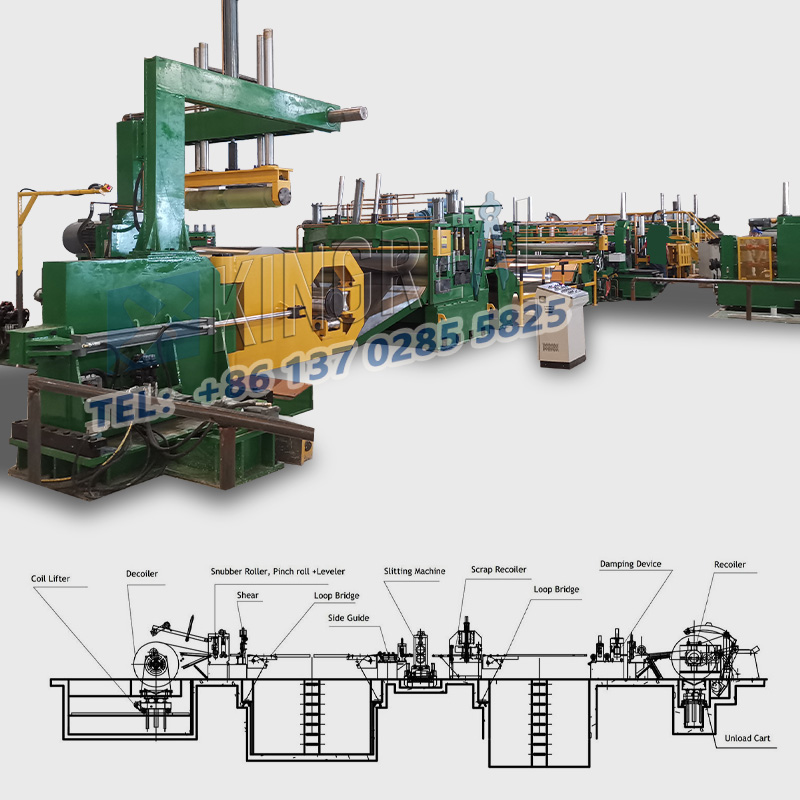
قطع الفولاذ المقاوم للصدأ إلى خطوط الطولتستخدم على نطاق واسع في صناعة العمل المعدني لقص الدقة لمختلف لفائف المعادن ، بما في ذلك الفولاذ والفولاذ المقاوم للصدأ والألومنيوم والحديد والبرد والبرد ، و PPGI.
على الرغم من أدائها الممتاز في الإنتاج ، فإن قطع الفولاذ المقاوم للصدأ إلى آلات الطول لا يزال بإمكانه تجربة الانحراف أثناء التشغيل.
سوف تتغذى هذه المقالة على انحراف القطع في استكشاف الأخطاء وإصلاحها في قطع الفولاذ المقاوم للصدأ إلى خطوط الطول من ثلاثة منظورات: الهيكل الميكانيكي ، وبرنامج التحكم والمعلمات ، وتوافق المواد والعملية.

(1) ارتداء مكون محرك الأقراص
فيقطع الفولاذ المقاوم للصدأ لآلات الطول، ارتداء مكونات محرك الأقراص هو سبب شائع لانحراف القطع.
يمكن أن تتلاشى التروس ، و sprockets ، ومكونات محرك أخرى تعمل لفترة طويلة ، مما يؤدي إلى انخفاض دقة التغذية ، وبالتالي تأثر أبعاد القطع.
أعراض قطع الفولاذ المقاوم للصدأ إلى فشل خط الطول: على سبيل المثال ، في مصنع أجزاء السيارات ، تروس محرك الأقراص لقطعة الفولاذ المقاوم للصدأ إلى آلة الطول واردة 30 ٪. عند قطع ألواح فولاذية سميكة بحجم 5 مم بشكل مستمر ، وصل تقلب الأبعاد إلى 0.3 ملم ، وهو ما يتجاوز نطاق ± 0.2 ملم مقبول.
الحل: لمعالجة هذه المشكلة ، يوصى بالتفتيش المنتظم لمكونات محرك الأقراص. إذا تجاوز ارتداء أسنان التروس 15 ٪ أو يتجاوز استطالة السلسلة 2 ٪ ، فيجب استبدالها على الفور.
في نفس الوقت ، يجب معايرة نسبة النقل لاستعادة دقة الإرسال الميكانيكية. هذا التدبير يمكن أن يحسن بشكل كبير استقرار القطع والدقة.
(2) تصريح السكك الحديدية-حامل الأدوات
زيادة التخليص بين حامل الأدوات والسكك الحديدية دليل هو أيضًا عاملة مهمة تساهم في خفض الانحراف. مع مرور الوقت ، يرتدي الدليل دليل حامل الأدوات بسبب الحركة المتبادلة المطولة ، وقد يزداد هذا التخليص ، مما يؤثر على استقرار حامل الأدوات.
أعراض قطع الفولاذ المقاوم للصدأ إلى فشل الخط: في ظل الظروف العادية ، يجب أن تكون الخلوص بين حامل الأدوات والسكك الحديدية دليل أقل من 0.05 ملم. يمكن أن تتسبب الخلوص المفرط في تمايل حامل الأدوات أثناء القطع ، مما يؤدي إلى تقلبات في حجم ورقة القطع.
الحل: استخدم مقياس إحساس للتحقق من الخلوص. إذا تجاوزت القيمة القياسية ، فاضبط الدليل إدراج السكك الحديدية أو استبدال منزلق السكك الحديدية التالفة. خفض مصنع الأجهزة انحراف القطع من 0.25 مم إلى 0.08 مم بعد هذا التعديل ، مما يدل على فعالية هذا التعديل.
(1) أخطاء منطق البرنامج
فيقطع الفولاذ المقاوم للصدأ إلى آلة الطولالعمليات ، أخطاء منطق برنامج PLC هي أيضًا سبب شائع لخفض الانحراف. يمكن أن يؤدي التوقيت المضطرب لتعليمات التغذية والقطع في البرنامج إلى القطع قبل تغذية المادة بالكامل ، مما يؤدي إلى تقويض.
مظاهر قطع الفولاذ المقاوم للصدأ إلى فشل الخط: على سبيل المثال ، في بعض الحالات ، تبدأ القطع قبل أن يتم تغذية المادة بالكامل ، مما يؤثر بشكل مباشر على دقة القطع.
الحل: يوصى باستخدام تشخيصات البرنامج لمراقبة حالة نقطة الإدخال/الإخراج وإعادة تنظيم منطق "Detect Exect". بالإضافة إلى ذلك ، أضف تعليمات التحقق من التأخير لضمان دقة تسلسل الإجراء. سيؤدي هذا التحسين إلى تحسين استقرار تشغيل الفولاذ المقاوم للصدأ إلى آلة الطول.
(2) إعدادات المعلمة غير دقيقة
تعد إعدادات المعلمة غير الدقيقة أيضًا عاملاً مهمًا يؤثر على دقة قطع قطع الفولاذ المقاوم للصدأ إلى خطوط الطول. يمكن أن تؤدي معلمات طول التغذية غير الصحيحة أو سرعات التغذية غير المتطابقة إلى انحرافات تراكمية.
أعراض قطع الفولاذ المقاوم للصدأ إلى فشل الماكينة: على سبيل المثال ، إذا تم ضبط طول التغذية على 100 مم ولكن طول التغذية الفعلي هو 99.5 ملم ، فإن التشغيل طويل الأجل سيؤدي إلى انحراف كبير الأبعاد.
الحل: إعادة معايرة عدد نبض التغذية (عدد النبضات لكل ملليمتر) وضبط سرعة القطع بناءً على سمك ومواد اللوحة. بالنسبة للألواح السميكة ، يوصى بتعيين سرعة القطع إلى ما لا يزيد عن 30 مرة/دقيقة ، بينما يمكن أن تصل إلى 60 مرة/دقيقة.
بعد تصحيح المعلمات ، حقق مصنع معالجة الفولاذ المقاوم للصدأ انحرافًا تراكميًا يقل عن 0.1 مم للوحة طولها 10 أمتار ، مما يدل على أهمية تصحيح المعلمة.
(1) إجهاد الصفيحة غير المتكافئ
عند قطع ألواح الفولاذ المقاوم للصدأ ، يمكن أن يسبب الإجهاد غير المتكافئ سبرينج بعد القطع ، مما يؤثر على الاستقرار الأبعاد النهائي.
أعراض قطع الفولاذ المقاوم للصدأ إلى فشل خط الطول: على سبيل المثال ، يمكن أن يصل معدل الينابيع للوحة المدونة على البرد إلى 1-2 ٪ ، مما قد يسبب انكماش الأبعاد بعد القطع.
الحل: يوصى بإجراء تخفيف الإجهاد على الصفائح المعدنية ، مثل التسوية أو الشيخوخة ، أو التعويض عن Springback في البرنامج (تحديد قيمة تعويض قدرها 0.1-0.3 مم حسب المادة). بعد التعويض ، حققت طاحونة ورقة مدفوعة البرد انحرافًا ببعد قطع قدره .1.1 ملم ، مما يضمن دقة القطع.
(2) تذبذب توتر التغذية
ثبات التوتر التغذية يؤثر بشكل مباشر على دقة القطع. إذا كان توتر أسطوانة التغذية غير مستقر ، يمكن للمعادن الصفيحة أن تنزلق أو تجاعيد أثناء التغذية ، مما يؤدي إلى أبعاد القطع غير المنضبط.
أعراض قطع الفولاذ المقاوم للصدأ إلى فشل خط الطول: يمكن أن يؤدي فشل التحكم في التوتر إلى تغذية غير متساوية ، مما يؤثر بدوره على جودة القطع.
الحل: يوصى بفحص نظام التحكم في التوتر. يتطلب موترات التوتر الهوائي استبدال الختم ، بينما يتطلب الشهادات الهيدروليكية معايرة مستشعر الضغط. بعد التعديلات ، خفضت مصنع الشريط الصلب تقلب التوتر من ± 5 ٪ إلى ± 1 ٪ ، مما يؤدي بشكل فعال إلى تحسين دقة القطع.
 |
 |
 |
في تشغيلقطع الفولاذ المقاوم للصدأ لآلات الطول، غالبًا ما يكون الانحراف بسبب مزيج من العوامل. يمكن أن يحدد التحقيق الشامل الذي يركز على الهيكل الميكانيكي وبرامج التحكم والمعلمات وتوافق المواد والعملية بشكل فعال المشكلات وتنفيذ الإصلاحات المستهدفة.
من خلال الحفاظ بانتظام على مكونات الإرسال ، وتحسين منطق البرنامج ، وضبط المعلمات على وجه التحديد ، والتكيف مع خصائص المواد ، يمكن للمصنعين تقليل انحرافات القطع وتلبية متطلبات الدقة الصارمة للصناعات مثل قطع غيار السيارات والأجهزة.
فقط من خلال تحسين كل جانب من جوانب قطع الفولاذ المقاوم للصدأ إلى خط الطول يمكن أن يظل المرء منتصراً في السوق التنافسية بشدة.
نأمل أن يوفر التحليل والاقتراحات الواردة في هذه المقالة استراتيجيات وحلول فعالة في استكشاف الأخطاء وإصلاحها للصناعات ذات الصلة.