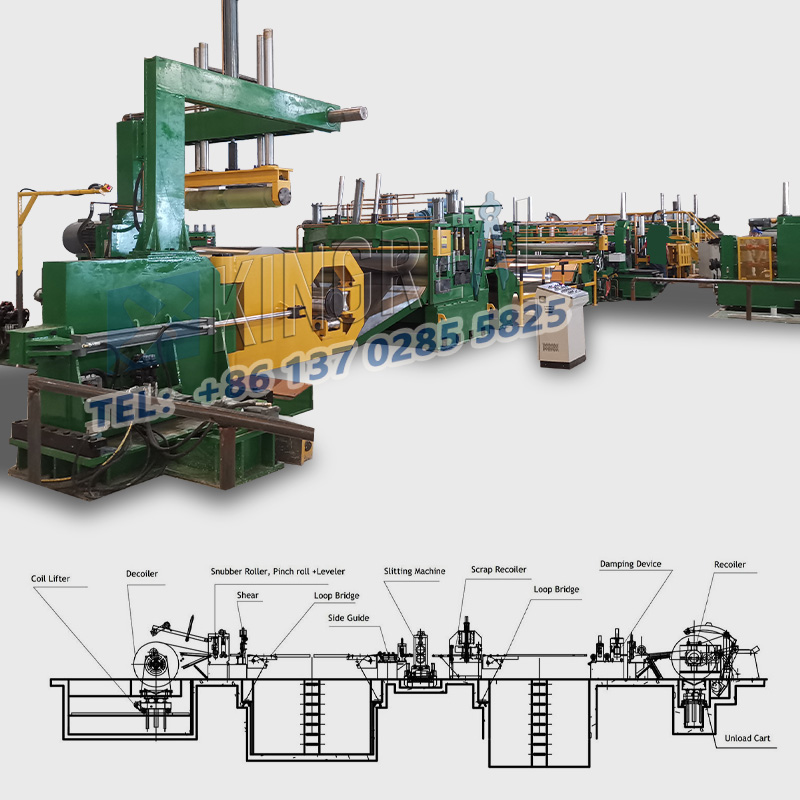
A آلة قطع الصلب المجلفنيقوم في المقام الأول بقطع الشريط المعدني طوليًا وإعادة لف الشرائط الضيقة الناتجة إلى ملفات. إن خط حز الفولاذ المجلفن هذا يشمل الفك، تحديد موضع المواد، الحز، وإعادة اللف. إنها مطلوبة على نطاق واسع لسهولة التشغيل، جودة القطع العالية، الاستخدام العالي للمواد، وتنظيم سرعة القطع بدون خطوات.

كل التفاصيل منخط قطع الصلب المجلفنتم تصميمه بدقة من قبل مهندسي KINGREAL STEEL SLITTER. فهي لا تقوم فقط بوظيفة التقطيع، بل إنها تضمن السلامة التشغيلية أيضًا. ربما لم تلاحظ، ولكن ميزات الحماية لآلة قطع الفولاذ المجلفن مدمجة في كل جانب من جوانب تشغيلها.
على سبيل المثال، يتم دعم عمود الشفرة لخط حز الفولاذ المجلفن بواسطة محامل مغزل أداة الآلة عالية الدقة، مما يقلل من الجريان المحوري والقطري. علاوة على ذلك، يستخدم قرص الشفرة آلية قفل ثلاثية النقاط مع صواميل (أو صمولة هيدروليكية للربط الآمن)، مما يضمن دقة الأبعاد والقفل الآمن. لتسهيل تعديل سرعة القطع، يتم استخدام مكونات التحكم الإلكترونية والهيدروليكية. وهذا لا يوفر فقط موثوقية عالية ومناعة قوية لنظام التحكم، ولكن الأهم من ذلك، أنه يتميز بوظيفة التشخيص الذاتي، مما يتيح التعرف السريع على أسباب الأخطاء. بالإضافة إلى ذلك، يتم وضع آلات قطع الفولاذ المجلفن بشكل واضح باستخدام جلبة لامركزية. حتى مع التغيرات في الانحراف المركزي ووزن القص، يظل ارتفاع التغذية ثابتًا، مما يضمن الموثوقية والسلامة.
الشفرة هي العنصر النشط فيآلة قطع الصلب المجلفن. يعتمد أداء التقطيع الأمثل بشكل كبير على الشفرة، والأهم من ذلك، على تكوين حامل الشفرة. تستخدم خطوط قطع الفولاذ المجلفن مجموعة متنوعة من تكوينات حامل الشفرات، كل منها له خصائصه الفريدة ونطاقه القابل للتطبيق. تأتي حاملات أدوات آلة قطع الفولاذ المجلفن في أربعة أنواع: شريط التمرير، وغريب الأطوار، وعمود الشفرة القابل للتعديل، والذراع المتأرجح. يعد النوع المنزلق واحدًا من أقدم أنواع حاملات أدوات خط الحز الفولاذي المجلفن وأكثرها شيوعًا. في هذا النوع، يتم تثبيت عمود الشفرة السفلي على الإطارات المتحركة والثابتة، بينما يتم وضع عمود الشفرة العلوي في منزلقات يسارًا ويمينًا. تسمح أشرطة التمرير هذه بالحركة العمودية داخل قضبان التوجيه للإطارات المتحركة والثابتة.
تكون حاملات الأدوات اللامركزية في الغالب مزدوجة اللامركزية، مما يعني أن أعمدة الشفرة العلوية والسفلية مدعومة داخل أكمام لا مركزية. يتم تشغيل هذه الأعمدة بواسطة عمود تروس متزامن من خلال ترس ضبط، وتدور في اتجاهين متعاكسين لضبط الانحراف، وبالتالي تغيير ارتفاع أعمدة الشفرة العلوية والسفلية.
تتميز حاملات الأدوات ذات طول عمود الشفرة القابل للتعديل بميزة فريدة: يمكن تعديل الإطار المتحرك الأيسر ليقترب من زوج الشفرات الخارجي في الطرف الأيسر من عمود الشفرة، مما يؤدي إلى تقصير طول عمل عمود الشفرة وزيادة صلابة عمود الشفرة. هذه الميزة تسمح لآلات قطع الفولاذ المجلفن بمعالجة الشرائط العريضة والرفيعة، وكذلك الشرائط الضيقة والسميكة، وبالتالي توفير نطاق واسع من التطبيقات. النوع الأخير هو حامل الشفرة ذو الذراع المتأرجح. هيكلها أبسط بكثير، مما يجعلها مناسبة بشكل أساسي لتقطيع الشرائط الرفيعة.
 |
 |
 |
الشفرة هي العنصر النشط فيتستخدم في الغالب لمعالجة الصفائح المعدنية، وتكون وظائفها مؤتمتة إلى حد كبير، مما يجعل نظام التحكم داخل المعدات ذا أهمية خاصة. تستخدم خطوط قطع الفولاذ المجلفن نظام تحكم مؤازر كهروهيدروليكي، والذي يستخدم في المقام الأول تحويل الإشارات المختلفة لتحقيق إجراءات مختلفة. ومع ذلك، هناك العديد من طرق تحويل الإشارة المتاحة.
1. طريقة صمام التشغيل والإيقاف عالية السرعة لخط حز الفولاذ المجلفن
تستخدم هذه الطريقة محرك عزم دوران عالي السرعة لقيادة صمام التشغيل والإيقاف ذو الفتح الثابت بشكل مباشر أو غير مباشر. يتم تضخيم الإشارة الرقمية الناتجة عن الكمبيوتر ومن ثم التحكم في الصمام، مما يسمح بالتحكم فيه بين الحالات المفتوحة والمغلقة. تتم معالجة إشارة التغذية الراجعة بواسطة جهاز أخذ العينات وإرسالها مرة أخرى إلى الكمبيوتر ككمية رقمية، مما يتحكم في تشغيل آلة القص.
2. طريقة التحويل من الرقمي إلى التناظري لخط حز الفولاذ المجلفن
يقوم المحول الرقمي إلى التناظري بتحويل الإشارة الرقمية التي يولدها الكمبيوتر إلى كمية تناظرية، والتي يتم استخدامها للتحكم في التيار المطبق على مدخل صمام مؤازر أو صمام تناسبي. يتم أيضًا تحويل إشارة التغذية المرتدة إلى كمية رقمية بواسطة محول تناظري إلى رقمي ثم يتم إدخالها إلى الكمبيوتر، لاستكمال تحويل الإشارة.
3. طريقة المحرك السائر لخط حز الفولاذ المجلفن
إنه يعتمد على طريقة التحويل التي يتم تنفيذها بواسطة جهاز التحكم في المحرك السائر. يتم إدخال الإشارة الرقمية الناتجة عن الكمبيوتر على شكل نبضات في المحول. يتم تحويل زاوية دوران محرك السائر إلى صمام يتم فتحه من خلال جهاز نقل، وبالتالي تشكيل صمام تدفق رقمي. علاوة على ذلك، فإن ضغط المخرج يتناسب مع ضغط الإخراج، مما يشكل صمام ضغط رقمي، وبالتالي تحقيق التأثير المطلوب.
خلالخط قطع الصلب المجلفنأثناء التشغيل، يعتبر التوتر أحد عوامل الأداء الحاسمة، مما يؤثر على كل من عمليات اللف والفك. للتحكم بشكل فعال في التوتر في آلات قطع الفولاذ المجلفن، تعتبر أجهزة التحكم في التوتر مكونات أساسية. يقوم جهاز التحكم في التوتر بقياس السرعة، وحساب قطر اللف، وضبط التوتر عن طريق قياس عزم دوران الحمل.
نظرًا لأن وحدة التحكم في التوتر الموجودة على خط حز الفولاذ المجلفن تنتج إشارة تناظرية قياسية من صفر إلى عشرة فولت تتوافق مع عزم الدوران المقدر للمحرك غير المتزامن، فيمكن توصيل هذه الإشارة التناظرية بمحول تردد لتحديد مرجع عزم الدوران. وهذا يضمن التوتر المستمر أثناء التشغيل. إذا كان في وضع التحكم في التوتر، سواء كان محرك DC أو محرك AC أو محرك مؤازر، فيجب أن تكون السرعة محدودة. خلاف ذلك، عندما يتغلب عزم الدوران الناتج عن المحرك على عزم الحمل ويتحرك، سيتم توليد تسارع دوراني، مما يتسبب في استمرار زيادة السرعة حتى تصل إلى السرعة القصوى.