أحد أهم العوامل لضمان جودة الشرائط الضيقة هو القطع الدقيق. سواء كان الفولاذ المقاوم للصدأ، أو الفولاذ، أو سبائك الألومنيوم، أو النحاس، أو PPGI، أو المدلفن على البارد، أو المدلفن على الساخن، فإن الحفاظ على التفاوتات المشددة أثناء الحز يرتبط على الفور بجودة المنتج، وكفاءة المعالجة النهائية، ورضا العملاء. قد يتم رفض الشرائط الضيقة حتى في حالة الاختلافات الصغيرة في عرض الشق، أو عيوب الحافة، أو التغيرات في انحناء المادة.
لذلك، كيف يمكنك تشغيل بشكل صحيحخط قطع شريط الصلبلتحقيق التحمل ضيق؟ تتناول هذه المقالة خمسة جوانب رئيسية: إعداد آلة قطع شريط الفولاذ، والتحكم في التوتر، وتكوين الأداة، ومعالجة المواد، وصيانة خط قطع شريط الفولاذ.

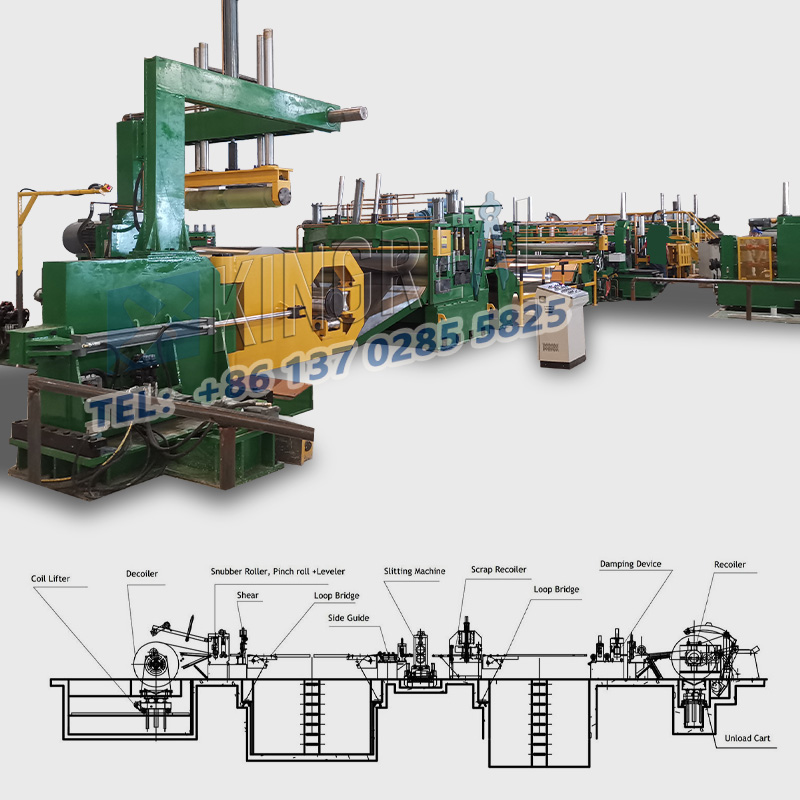
الإعداد الأولي للخط قطع شريط الصلبأمر أساسي لتحقيق التحمل الحز. يجب معالجة خمسة جوانب رئيسية قبل بدء التشغيل:
- محاذاة خط قطع الشريط الفولاذي: قبل تشغيل المواد، تحقق من محاذاة الشياق (لضمان التشغيل الدقيق للقلب)، ومحور الحز (الموازي لمحور الفك/الترجيع)، وقاعدة آلة قطع الشريط الفولاذي. يتم استخدام أدوات المحاذاة بالليزر لضمان تحديد موضع المكونات بدقة لتجنب الأخطاء الناجمة عن المحاذاة الخاطئة.
- اختيار وتركيب النواة المغناطيسية: حدد قلبًا مغناطيسيًا دائريًا ومستقيمًا بقطر داخلي يتطابق مع عمود آلة قطع الشريط الفولاذي. تأكد من تثبيته بشكل آمن لمنع الانزلاق أو التشوه. يمكن لأخطاء التركيز الأساسية أن تنتقل إلى فتحة الحز، وبالتالي المساس بجودة الحافة ودقة العرض.
- تحديد موضع الأداة: اضبط موضع الأداة بدقة لتحديد عرض الحز وفقًا لمواصفات الطلب باستخدام مقياس معايرة أو قراءة رقمية تم التحقق منها لخط قطع الشريط الفولاذي. تحقق قبل بدء التشغيل للتأكد من تثبيت الأداة في مكانها لمنع التحول والتسبب في الانحراف.
دليل اللفة: قم بضبط موضع الدليل الأولي لتوسيط اللفة قبل الدخول إلى منطقة الحز لمنع التوتر غير المتساوي وانحراف القطع، مما يضمن استقرار الأبعاد.
-التحقق من البرنامج: إذا كانت آلة قطع شريط الفولاذ قابلة للبرمجة، تأكد من تحميل البرنامج الصحيح وأن المعلمات مثل منحنى التوتر وسرعة القطع تلبي متطلبات التشغيل لتجنب أخطاء المعلمات التي قد تؤثر على التفاوتات.
 |
 |
يعد التوتر المستقر أمرًا أساسيًا لقطع التفاوتات ويتطلب الإدارة في أربعة مجالات رئيسية:
- اتساق التوتر: الحفاظ على التوتر الموحد في جميع أنحاءخط قطع شريط الصلبالعملية، من الفك، الحز، إلى اللف. تتأثر تغيرات عرض المادة، والتمدد، وتموجات الحافة، والانحناء، والتفاوتات بشدة بتغير الإجهاد.
- التحكم في المنطقة: تحتوي خطوط حز الشريط الفولاذي الحديثة على مناطق شد مستقلة للفك والقطع وإعادة اللف. يجب معايرة خلايا الحمل ومنظمات التوتر بانتظام.
- يجب ضبط التوتر بناءً على خصائص المادة: فالمنخفض جدًا يمكن أن يؤدي إلى الانزلاق وسوء التتبع؛ يمكن أن يؤدي الارتفاع الشديد إلى تمدد المادة، مما يتسبب في تشوه الحافة.
- اللف: بالنسبة للمواد القابلة للضغط، يتم تطبيق توتر أعلى في القلب، ويتناقص تدريجيًا مع زيادة قطر اللفة لضمان لفة ثابتة دون تمدد. يمكن أن يؤدي الاستدقاق غير المناسب إلى تلف الحواف، واللف غير المتساوي، والإضرار بتناسق العرض.
- المعرفة المادية: تتطلب المواد المختلفة استراتيجيات تمدد مختلفة. إن معرفة معامل المرونة وقوة الخضوع للمادة أمر ضروري بحيث يمكن وضع مخطط شد مناسب لتجنب الأضرار المادية أو انتهاكات التسامح.
تحدد إعدادات الأداة جودة القطع ودقة الأبعاد، مع التركيز على أربعة جوانب رئيسية:
-حدة الأداة: يمكن للأداة الباهتة أن تضغط على المادة أو تمزقها، مما يؤدي إلى نتوءات وانتهاك التسامح. للحفاظ على الحواف الحادة، يجب تعيين جدول زمني لشحذ/استبدال الأداة استنادًا إلى ميزات تآكل المادة ودورة المعالجة.
- نوع الأداة وطريقة القطع: حدد الأدوات بناءً على المواد ومتطلبات القطع. اختر بين القص الذبابي (سرعة عالية مستمرة)، أو القص الدوار (عالي الدقة)، أو القص الثابت (دفعة صغيرة متقطعة) بناءً على احتياجات العميل لضمان التفاوتات.
-تحسين الزاوية: بالنسبة لآلات قطع الشريط الفولاذي من النوع الذي يستخدم ماكينة الحلاقة، قم بضبط زاوية الشفرة وفقًا للمادة لتحقيق التوازن بين جودة القطع وتآكل الأداة. صقل الفجوة والتداخل بين الشفرات العلوية والسفلية لخطوط قطع الشريط الفولاذي من نوع القص (راجع مخطط الشركة المصنعة وخذ في الاعتبار صفات المواد). يمكن أن تتسبب الفجوة أو التداخل غير المناسب في حدوث نتوءات وحواف خشنة.
-الاستقرار التشغيلي: التأكد من أنخط قطع شريط الصلبيكون حامل الشفرة موازيًا لمحور الشفرة ويتم تقليل التدفق الشعاعي للشفرة الدوارة لتجنب علامات "الثرثرة" وجودة الحافة غير المستقرة.
 |
 |
يمكن أن تمنع المعالجة الموحدة للمواد اختلافات التسامح الناجمة عن المواد. التركيز على أربعة مجالات رئيسية:
- سلامة المفاصل: استخدم مفاصل قوية وسميكة بشكل موحد لتجنب فشل المفاصل أو السُمك الزائد الذي يمكن أن يسبب تشويش المعدات وتقلبات التوتر وتلف حافة القطع.
-توجيه الحافة: يتم استخدام أدلة الويب النشطة لضمان تمركز الويب في منطقة الحز، مما يمنع انحراف الويب مما يؤدي إلى عرض غير متساوٍ وضعف جودة حافة الشريط الخارجي.
- يجب ضبط التوتر بناءً على خصائص المادة: فالمنخفض جدًا يمكن أن يؤدي إلى الانزلاق وسوء التتبع؛ يمكن أن يؤدي الارتفاع الشديد إلى تمدد المادة، مما يتسبب في تشوه الحافة.خط قطع شريط الصلبتثبيت. تعامل مع اللفات النهائية بعناية لمنع تلف الحواف وتشوهها.
- إدارة الحطام: حافظ على نظافة منطقة الحز وقم بإزالة الحطام على الفور لمنعه من انحراف الشبكة أو التداخل مع القاطع أو استقراره في اللفة، مما يؤثر على الجودة والتفاوتات.
الصيانة تضمن الاستقرارخط قطع شريط الصلبدقة التشغيل والتسامح من خلال التركيز على خمسة مجالات رئيسية:
- الصيانة الوقائية: تحقق من محاذاة المكونات، والمحامل، وشد الحزام، وتآكل التروس، والأنظمة الهوائية/الهيدروليكية وفقًا لجدول الشركة المصنعة، ومعالجة المشكلات المحتملة على الفور.
- إدارة التشحيم: قم بالتشحيم وفقًا للوقت والكمية والنوع المحددين لتجنب الإفراط في التشحيم (تبديد الحرارة السيئ) أو قلة التشحيم (الاحتكاك العالي) الذي يمكن أن يسبب تآكل المكونات واهتزازها.
- فحص تآكل المكونات: قم بفحص المكونات الرئيسية بانتظام مثل المحامل والأعمدة والتروس، واستبدل على الفور أي مكونات شديدة التآكل لمنع الاهتزاز والانزلاق واختلال المحاذاة من التأثير على التفاوتات.
- المعايرة والصيانة: قم بمعايرة أجهزة استشعار التوتر وخلايا التحميل وأنظمة تحديد المواقع الرقمية بانتظام لمنع أخطاء القياس الناجمة عن الأدوات غير المعايرة، والتي يمكن أن تؤثر على إعدادات المعلمة.
- التنظيف: قم بتنظيف آلة قطع الشريط الفولاذي من الغبار والشحوم والحطام، خاصة حول المحامل وقضبان التوجيه وأجهزة الاستشعار، لضمان التشغيل السلس وتسهيل اكتشاف المشكلة.