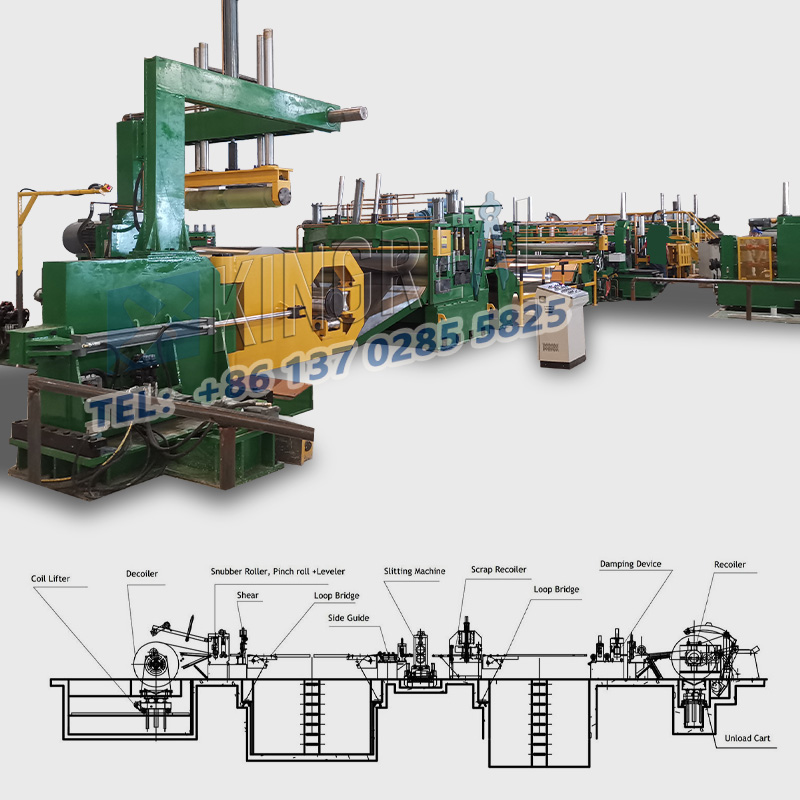
ماكينات تقطيع المعادنتستخدم على نطاق واسع في صناعة معالجة المعادن، وذلك في المقام الأول لقطع اللفات الكبيرة من المواد المعدنية إلى عدة شرائح ضيقة. مع ذلك، أثناء التشغيل الفعلي، قد تواجه خطوط قطع المعادن العديد من التشوهات، مما يؤدي إلى انخفاض كفاءة المعالجة أو هدر المواد. ستتناول هذه المقالة التي كتبها KINGREAL STEEL SLITTER العديد من المشكلات التشغيلية الشائعة مع آلات قطع المعادن وتوفر الحلول المناسبة لمساعدة المستخدمين على الاستفادة بشكل أفضل من خطوط قطع المعادن الخاصة بهم.
1.1 انهيار الملف
بعد التقطيع، عندما تتم إزالة الملف الفولاذي من البكرة، فإنه غالبًا ما ينهار ويصبح على شكل بيضاوي. السبب الرئيسي لهذه الظاهرة هو عدم كفاية التوتر أثناء عملية اللف، أو وجود زيت مانع للصدأ على سطح الشريط الفولاذي، مما يمنع الاحتكاك الكافي بين الطبقات. ولحل هذه المشكلة يمكن اتخاذ التدابير التالية:
1.1.1 التأكد من تطبيق شد كافٍ أثناء عملية اللف لمنع تشوه الملف.
1.1.2 فحص سطح الشريط الفولاذي بشكل دوري للتأكد من نظافته وخلوه من الزيت، وبالتالي ضمان الاحتكاك الجيد بين الطبقات.
1.2 حواف لفائف الصلب غير المستوية
تنتج حواف لفائف الصلب غير المستوية بشكل رئيسي عن العوامل التالية:
1.2.1 توتر ضعيف: يؤدي التوتر الضعيف في بداية اللف والشد القوي في نهاية اللف إلى عدم انتظام اللف. لتجنب ذلك، ينبغي زيادة التوتر في بداية اللف وتقليله في النهاية.
1.2.2 توزيع التوتر غير المتساوي: إذا لم يتم قطع الشريط الفولاذي بشكل مستقيم عند الحافة الأمامية، أو إذا كانت المشابك تلتصق بالحافة الأمامية للشريط الفولاذي أثناء القطع، فسوف يؤدي ذلك إلى توزيع التوتر بشكل غير متساوٍ. قبل التشغيل، تأكد من أن شريط الحز مثبت بإحكام على سطح البكرة لضمان التوتر المتساوي.
1.2.3 التذبذب في حفرة الحلقة: إذا تأرجح الشريط الفولاذي من جانب إلى آخر في حفرة الحلقة، ولم يتم تثبيت بكرات التوجيه الصغيرة بشكل صحيح، فقد يتسبب ذلك في حدوث تغييرات في زاوية لوحة الشد، مما يؤدي إلى لف غير متساوٍ. لتقليل التذبذب، يمكن استخدام سجادة أو لباد بعد حفرة الحلقة للاتصال بسطح الشريط الفولاذي، ويجب تثبيت بكرات التوجيه الصغيرة.
1.2.4 إنشاء نتوءات: بالنسبة للشرائط الفولاذية الضيقة، قد تؤدي نتوءات كبيرة أو نتوءات غير متناسقة على كلا الجانبين أثناء القطع إلى لف غير متساوٍ. يوصى بقلب الشريط الفولاذي بحيث تكون النتوءات متجهة للأعلى في الحفرة الحلقية بحيث تكون النتوءات متجهة للأسفل، مما يمنع هذه المشكلة بشكل فعال.
بعد الحز، قد يظهر الشريط الفولاذي تشوهًا مثل الانحناء الجانبي. الأسباب معقدة للغاية:
2.1 فجوة القص غير المستوية:
على أآلة قطع المعادنيمكن أن تؤدي النقاط المرجعية غير الدقيقة على كتف عمود القاطع، أو الخلوص المحوري المفرط لمحمل عمود القاطع، أو الأخطاء في المباعد أو سمكه إلى فجوات قص غير متساوية، مما يؤدي إلى التشوه. إن الفحص والمعايرة المنتظمة لخط قطع المعدن لضمان تشغيله الطبيعي يمكن أن يمنع هذا الموقف بشكل فعال.
2.2 اختلاف سمك المادة:
يعد اختلاف السُمك بين الأجزاء الوسطى والحافة من المادة العريضة مشكلة شائعة، خاصة في المواد المدرفلة. بسبب الاختلافات في دقة خط قطع المعادن وتقنيات الضبط، فإن اختلافات سمك المواد من مختلف الشركات المصنعة تختلف أيضًا. يوصى بإجراء اختبار السُمك قبل المعالجة وضبطه وفقًا لفرق السُمك الفعلي.
2.3 ثني المواد الأساسية:
يسمى الإجهاد الداخلي المتولد في المادة الأساسية أثناء التدحرج بالإجهاد المتبقي المحتمل. قد يؤدي فقدان توازن الإجهاد بعد الحز الطولي إلى ثني الشريط الفولاذي. ولذلك، فإن اختيار المواد الخام عالية الجودة وتحسين عملية الدرفلة يعد من الحلول المهمة.
2.4 نتوءات أو حواف غير متناسقة:
إذا كان سمك اللوحة أكبر على الجانب مع نتوءات أكبر أثناء اللف، فسوف يؤدي ذلك إلى قطر أكبر للملف ويشكل انحناء على شكل بوق. ولمعالجة ذلك، يمكن إدخال ورقة ذات سمك مناسب على الجانب الآخر أو يمكن اعتماد عملية الحز.
2.5 الحواف المتموجة للشريط:
أثناء عملية اللف، قد يؤدي وجود نتوءات إلى زيادة سمك حافة الشريط الفولاذي، مما يؤدي إلى استطالة الحافة. أثناء تشغيل آلة قطع المعدن، يجب زيادة الخلوص الأفقي لتقليل الضغط الجانبي. بالإضافة إلى ذلك، فإن استخدام الشفرات المناسبة للمادة التي يتم قطعها وتقليل تآكل الشفرات يساعد أيضًا في حل هذه المشكلة.
3.1 القبض على الشفرات
عند قطع شريط فولاذي ضيق، إذا لم تملأ لوحة الضغط على شكل إصبع الفجوة بين الشفرتين الخارجيتين بشكل كامل، فقد يلتصق الشريط الفولاذي بالشفرتين الخارجيتين، مما يؤدي إلى حدوث تجاعيد. تتمثل الإستراتيجية الفعالة لمنع هذه المشكلة في ملء الفجوة بين الشفرات الخارجية بلوحة ضغط مسطحة والتأكد من تطبيق الكيروسين بانتظام على الشفرات لتقليل الاحتكاك.
3.2 التجعد في فكي طبلة اللف
في آلات قطع المعادن، إذا لم يتم تثبيت الشريط الفولاذي بإحكام على أسطوانة اللف أثناء تمرير اللف الأول، فقد تحدث تجعدات أثناء اللف اللاحق. لتجنب ذلك، يجب فحص فكي أسطوانة اللف بانتظام، ويجب التأكد من أن الشريط الفولاذي مثبت بشكل آمن ومحكم على الأسطوانة في بداية اللف.
4.1 علامات الشفرة الناتجة عن ألواح الضغط
إذا كان ارتفاع لوحة الضغط غير متوافق مع لوحة التوجيه، فقد يتسبب ذلك في ضغط زائد على الشريط الفولاذي، مما يؤدي إلى ظهور علامات الشفرة. ولذلك، ينبغي فحص ارتفاع لوحة الضغط وتعديلها بانتظام للتأكد من أنها متوافقة مع ارتفاع لوحة التوجيه.
4.2 اهتزاز لوحة ضغط الشفرة
عندما تهتز لوحة ضغط الشفرة لأعلى ولأسفل، فقد يتسبب ذلك أيضًا في ظهور علامات على الشفرة. عادة ما تكون علامات الشفرة هذه متقطعة، وتشمل الأسباب الرئيسية انحناء المغزل، والخلوص الزائد بين الشفرة والمغزل، وتلبد الحطام المعدني على الجانب الآخر من الشفرة. إن فحص حالة المغزل والحفاظ على نظافة الشفرات يمكن أن يقلل بشكل فعال من حدوث علامات الشفرة.
خطوط قطع المعادنستواجه حتمًا مشكلات مختلفة أثناء الاستخدام اليومي، ولكن يمكن تجنب العديد من المشكلات أو تخفيفها من خلال الفحص والصيانة الدقيقة. إن فهم وإتقان المشكلات الشائعة وحلولها لآلات قطع المعادن يمكن أن يساعد المستخدمين على تحسين عمليات الإنتاج وتحسين كفاءة العمل. تأمل شركة KINGREAL STEEL SLITTER أن توفر لك الاقتراحات المذكورة أعلاه مرجعًا قيمًا في استخدام خط تقطيع المعادن الخاص بك وضمان تشغيله المستمر والفعال. إذا كان لديك أي أسئلة، فلا تتردد في الاتصال بـ KINGREAL STEEL SLITTER!