1. طاولة التخزين: تستخدم لمعالجة المواد الخام، وتسمى أيضًا مكان الاستعداد للمواد الخام، وعادةً ما يتم تخصيصها 1-2.
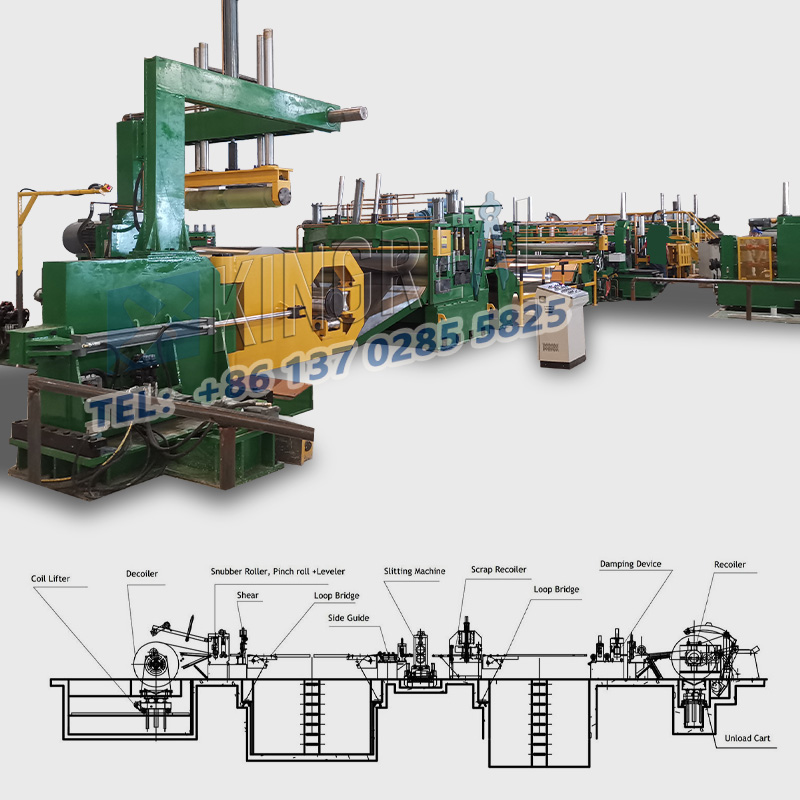
2. عربة النقل باللف: تنقل المواد الخام التي سيتم تخزينها في طاولة التخزين إلى ماكينة تفكيك اللفائف، ووضع المواد الخام في ماكينة تفكيك اللفائف من خلال وظائف الارتفاع، والهبوط، والتحرك ذهابًا وإيابًا، وما إلى ذلك. وعادة ما تعتمد بصريًا/يدويًا الوضع، أو يمكن تحويله إلى مستوى "V" أو مستوى لفة أوتوماتيكي بالكامل.
3. آلة فك اللفافة: عادةً ما يكون هناك نوع ناتئ واحد، مثل وزن المواد الخام كبير، ويجب إضافته في نهاية الدعم المساعد لأسطوانة فك اللفة، وعادةً ما يكون لمقعد فك اللفة اتجاه موازٍ على طول المفرد قبل وبعد حركة الوظيفة ، يمكنه إكمال توسيط المواد الخام بشكل فعال وسريع، وعادةً ما يكون الوضع المرئي/الخلفي، ويمكن أيضًا تحويله إلى توسيط تلقائي كامل، ولكن هناك حاجة إلى زيادة تكلفة الرسوم الباهظة الثمن.
4. التثبيت والتسوية وقص رأس اللوحة: عادة ما تكون عجلة التثبيت عبارة عن أجهزة رفع هيدروليكية وهوائية وكهربائية، وآلة التسوية عادة ما تكون رافعة كهربائية وهيكل تروس دودية لضمان استقرار الرفع وتحديد المواقع، وعادة ما تكون آلة قص رأس اللوحة عبارة عن قص هيدروليكي آلة للتأكد من أن المواد الخام في نهاية تدفق القص القرص. يتم تشغيل محرك الأقراص عمومًا بواسطة محرك سرعة بدون خطوات لضمان أن تكون سرعة خط الماكينة سلسة ومتزامنة.
5. مجموعة حية من الحفر: تُعرف أيضًا باسم الحفرة العازلة لتخزين المواد الخام، وعادة ما يتراوح عمقها من 2 إلى 4 أمتار، وطولها من 3 إلى 4 أمتار، كمواد خام في جهاز العازلة المطابق لسرعة القص والقص الطولي، وعادة ما يكون الرفع الكهربائي الهيدروليكي منصة الانتقال، والمواد الخام في لقط والجانب لتوجيه الجهاز، يتم استخدام لوحة الانتقال بشكل عام كجهة اتصال للمواد الخام مع سطح الانتقال للبكرات والمواد المقاومة للخدش.
6. الدليل الجانبي وجهاز التثبيت: الدليل الجانبي هو كمواد خام في جهاز تحديد المواقع الجانبي السريع للأمام، وعادةً ما يستخدم نوع الأسطوانة العمودية أو هيكل اللوحة العمودية، لضمان أن المواد الخام في القص الطولي للموضع العرضي، لا يبدو أنه يعمل ويتسبب في أن عرض قص المنتج النهائي سيئ؛ يستخدم جهاز التثبيت عمومًا في البكرات لضمان انتشار المواد الخام قبل القص للجنس.
7. آلة القطع، باعتبارها الجهاز الأساسي لخط الإنتاج هذا، تقوم بقطع عروض مختلفة من المنتجات النهائية من خلال مجموعات مختلفة من الشفرات والفواصل. دقة عمود سكين الحز عالية جدًا. الجريان الطولي، الانحراف الجانبي والقوة الميكانيكية كلها تحدد دقة منتجات الحز. متطلبات الدقة لملحقاتها، مثل الشفرة المستديرة وفاصل الشفرة، تحدد أيضًا دقة منتج الحز ووقت ترتيب السكين، مما يؤثر بشكل مباشر على مخرجات المعالجة. تشتمل طريقة إعادة اللف عمومًا على نوعين من إعادة اللف: إعادة لف الحلقة المطاطية وإعادة لف لوحة الضغط، كما أن موضع الشفرة وفاصل الشفرة يحتوي على موضع الجوز وقفل العمود الهيدروليكي الأكثر تكلفة، وما إلى ذلك. تشتمل طريقة إعادة اللف على نوعين من إعادة اللف: إعادة لف الحلقة المطاطية وإعادة لف لوحة الضغط.
8. منصة الانتقال: منصة الانتقال هي الانتقال إلى المنتج النهائي المنفصم إلى المجموعة النهائية من الحفر العازلة داخل الجهاز، ويمكن رفع متطلبات قربه من جزء قص القرص بحرية، لتسهيل صف الشفرة قياس جودة المجموعة والمنتج النهائي والوظائف الأخرى، في الجزء الثابت من نهاية جهاز لوحة ضغط المواد لمنع المنتج النهائي بعد سقوط القص في مجموعة الحفر الحية لتشكيل فوضى مع العقد.
8. آلة إعادة لف حافة الخردة: آلة إعادة لف حافة الخردة تعتمد جهاز تجميع من نوع القرص لإعادة لف حافة الخردة إلى حزم بعد قص المواد، وذلك لتسهيل تخزين ونقل سلك حافة الخردة، بشكل عام مكمل بتوجيه من النوع اللولبي جهاز توجيه من نوع ربط الجهاز أو الكامة، والذي يعتمد محركًا ذو سرعة متغيرة بشكل لا نهائي ومحرك محرك يتم التحكم فيه بالتوتر، مكملًا بفرامل التوقف في حالات الطوارئ، وهناك طريقتان للتفريغ اليدوي والتفريغ التلقائي.
9. جهاز الفصل الأمامي: جهاز الفصل الأمامي هو لفصل المنتجات النهائية قبل دخولها إلى محطة إنتاج الشد، بحيث لا يتم ربط الأحزمة النهائية وتكديسها عندما يتم ضغطها بالشد، وتتكون بشكل عام من فصل مزدوج و عجلات ضغط الحزام لتحديد المواقع ومضادة للتخطي، والقسم الأمامي يستخدم عمودًا منفصلاً يمكن رفعه وخفضه، بحيث يمكنه منع التشوه البلاستيكي للوحة المضغوطة بسبب عجلات الضغط، ويعتمد عمود الفصل على سكة توجيه متحركة والتي يمكن سحبها بسهولة ومرونة عن طريق انزلاق عمود الفصل، وذلك ليكون مفيدًا لعمود الفصل الذي يستخدم سكة توجيه متحركة، والتي يمكن سحبها بسهولة ومرونة لتسهيل تجميع صفوف القسم.
10. جهاز الفصل السابق: جهاز الفصل السابق هو فصل المنتجات النهائية قبل دخولها إلى محطة إنتاج الشد، بحيث لا يتم ربط المنتجات النهائية وتكديسها عندما يتم ضغطها بواسطة الشد، وتتكون بشكل عام من فصل مزدوج وتحديد المواقع وعجلات ضغط الحزام المضادة للتخطي، والقسم السابق يعتمد عمود فصل يمكن رفعه وخفضه، مما يمنع التشوه البلاستيكي للوحة المضغوطة بسبب عجلات الضغط، ويعتمد عمود الفصل سكة توجيه متحركة، والتي يمكن سحبها بشكل مريح ومرن عن طريق انزلاق عمود الفصل، وذلك لتسهيل يعتمد عمود الفصل على سكة توجيه متحركة، بحيث يمكن سحب عمود الفصل للخارج بمرونة وسهولة لتسهيل تجميع الصفوف للفصل أوراق.
11. محطة توليد التوتر: تنقسم محطة توليد التوتر إلى محطة شد اللوحة، ومحطة شد الحزام ومحطة شد الأسطوانة، والتي عادة ما تعتمد ضغطًا هيدروليكيًا قابلاً للتعديل لرفع وخفض الضغط لتحقيق وظيفة توليد التوتر، في حين أن نوع الحزام والأسطوانة النوع يعتمد مقاومة الاحتكاك المنزلقة لتوليد التوتر.
13. آلة إعادة اللف: آلة إعادة اللف، والمعروفة أيضًا باسم آلة إعادة لف المنتج النهائي، هي عبارة عن منتج نهائي مقسم إلى لفافة من المعدات، يمكن أن تكون أسطوانة إعادة اللف عبارة عن هيكل صعودًا وهبوطًا، لتسهيل السحب السلس للمنتجات النهائية، المرفقة جهاز الفصل لمنع المنتج النهائي من تقاطع الحزام، والحزام المكدس ونهاية المنتج النهائي للفة المسطحة، والرفع الهيدروليكي، المكمل بصمام الموازنة في المنتج النهائي الأكبر حجمًا يمكن موازنة الماكينة الأوتوماتيكية صعود جهاز لوحة الدفع مدفوعًا هيدروليكيًا، سيتم أخذ المنتج النهائي من الأسطوانة الموجودة على جهاز لوحة الدفع يتم تشغيله هيدروليكيًا لدفع الشريط النهائي بسلاسة من بكرة السحب. عند جمع اللفات الأثقل، يتم استخدام أجهزة الدعم المساعدة. يتم تشغيل محرك الدفع بواسطة محرك طاقة ثابت لضمان الحفاظ على طاقة اللف عند لف لفات كبيرة من المواد ولضمان عدم ارتفاع الشريط. تمنع فرامل الكبح السريعة الحزام من سحب السكين.