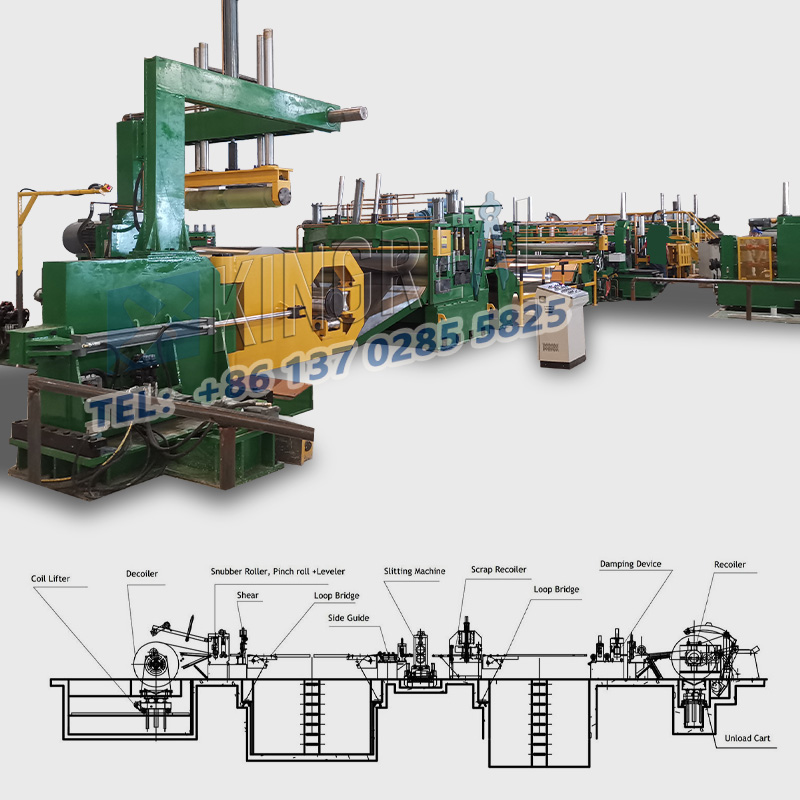
في مجال معالجة الملفات المعدنية،آلات قطع شريط الصلبيتم استخدامها لقطع الملفات المعدنية طوليًا مثل الفولاذ المقاوم للصدأ والألومنيوم والفولاذ الكربوني والفولاذ السيليكون. يتم تحديد دقة الأبعاد للشرائط الضيقة، ونعومة القطع، ووجود أو عدم وجود نتوءات أو حدبة بشكل مباشر من خلال الخلوص بين الشفرات العلوية والسفلية لخط قطع الشريط الفولاذي.
في الإنتاج اليومي، عندما يتم تغيير سمك الملف الذي تتم معالجته، أو يتم استخدام مواد مختلفة ذات صلابة مختلفة، يجب على المشغل في نفس الوقت ضبط خلوص الشفرة لآلة قطع الشريط الفولاذي.
يسمح الخلوص المناسب للشفرة لخط حز الشريط الفولاذي بقطع الشرائط الضيقة عالية الدقة بقطع سلس وخالي من النتوءات وطبقات مقطع عرضي موحدة؛ ستؤدي قيم الخلوص غير الصحيحة إلى العديد من عيوب الإنتاج مثل تجعيد الحواف، وتقطيع الشفرة، وثني الشريط، وتراكم نتوءات الحافة. ستجمع هذه المقالة، KINGREAL STEEL SLITTER، بين الخبرة العملية ومعايير معلمات التخليص لشرح منطق الضبط والأساليب العملية ومواصفات إعداد المعلمات بشكل كامل لتخليص الشفرة لآلات قطع شرائح الفولاذ.

العلاقة بين خلوص الشفرة ودقة الشريط في آلات قطع شريط الفولاذ
يشير خلوص الشفرة لآلة قطع الشريط الفولاذي إلى الفجوة الشعاعية المتبقية عندما تتشابك المجموعات العلوية والسفلية من شفرات القص الدائرية. هذه القيمة ليست ثابتة ولكنها تتغير ديناميكيًا مع المتغيرين الأساسيين لسمك المادة المعالجة وصلابتها. يحدد هذان العاملان بشكل مباشر جودة القطع للقطعخط قطع شريط الصلب.
1. سمك المادة
عندما يتغير سمك مادة اللفائف المعالجة، يجب تعديل خلوص الشفرة لآلة قطع الشريط الفولاذي وفقًا لذلك. إذا كان خط حز الشريط الفولاذي يعالج شرائح معدنية سميكة، فيجب زيادة خلوص الشفرة بشكل مناسب؛ سيؤدي الخلوص الصغير جدًا إلى قيام الشفرات العلوية والسفلية بالضغط بقوة على مادة الصفائح، مما يؤدي على الفور إلى زيادة الحمل على جسم الشفرة، مما قد يؤدي بسهولة إلى كسر الشفرة وتشوه عمود القطع، مما يؤدي إلى تقصير كبير في عمر خدمة قواطع ومغزل آلة قطع الشريط الفولاذي.
على العكس من ذلك، عندما يتحول خط قطع الشريط الفولاذي إلى معالجة المواد الرقيقة، يجب تقليل خلوص الشفرة. إذا كان الخلوص كبيرًا جدًا، فلن تتمكن الشفرات من قطع مادة الصفائح بالكامل، وسوف تتمزق حواف المادة أثناء عملية القص، وسيظهر عدد كبير من النتوءات على جانبي الشريط النهائي. في الحالات الشديدة، سيكون للشريط الضيق بأكمله حدبة، مما يتجاوز تفاوتات الأبعاد ويفشل في تلبية متطلبات عمليات الختم والثني والتشكيل النهائية.
بالنسبة للشرائط المعدنية الرفيعة للغاية بسماكة أقل من 0.1 مم، فإن فجوة الشفرة النظرية لآلة قطع المعادن تقترب من الصفر، وذلك بالاعتماد على التشابك الدقيق للشفرات لتحقيق القطع الدقيق.
2. صلابة المواد وقوة الشد
تظهر المعادن المختلفة اختلافات كبيرة في قوة الشد والصلابة، مما يؤدي إلى نطاقات مختلفة تمامًا لفجوة الشفرات المناسبة لآلات قطع شريط الفولاذ. المواد عالية الصلابة وقوة الشد العالية، مثل الفولاذ الكربوني السميك والفولاذ المقاوم للصدأ والفولاذ السيليكون، لها هياكل جزيئية كثيفة ومقاومة أكبر للقص، مما يتطلب فجوات أكبر في الشفرات في خطوط قطع شريط الفولاذ. تتميز المواد الناعمة منخفضة القوة، مثل الألومنيوم النقي وصفائح الألومنيوم الرقيقة، بمرونة عالية ومقاومة قص منخفضة، مما يسمح بفجوات أصغر بشكل مناسب في الشفرات في آلات قطع شرائح الفولاذ.
المبدأ الفيزيائي لحز المعدن ليس قطعًا خالصًا، بل هو القص الجزئي وكسر الشد لمادة الصفائح تحت ضغط الشفرة. تحتوي المواد ذات الصلابة العالية على نسبة أعلى من الكسر البلاستيكي، مما يتطلب فجوات أكبر لتحقيق مقطع عرضي سلس. يُظهر الألومنيوم الناعم تشوهًا بلاستيكيًا كبيرًا؛ يمكن أن تؤدي الفجوات المفرطة إلى عيوب في قذف المواد وتقشيرها وتجعيدها.
طريقة الضبط القياسية لفجوة الشفرة في خط قطع شريط الفولاذ
حاليا، الأكثر شيوعاآلات قطع شريط الصلبفي السوق تعتمد على الحشوات الدقيقة لتحقيق التحكم الدقيق في فجوة الشفرة. من خلال إضافة أو إزالة الحشوات والبطانات ذات السماكات المختلفة، يتم التحكم بدقة في الفجوة الشعاعية بين شفرات عمود القطع العلوي والسفلي. تتكون عملية التعديل الكاملة من أربع عمليات أساسية:
(1) مطابقة الرقائق مع الفجوة الأساسية
قبل القطع الرسمي، تأكد أولاً من المادة وسمك اللفة، وحدد قيمة الفجوة الأساسية وفقًا لجدول معلمات الفجوة، ثم حدد الحشوات الدقيقة بالسمك المقابل لتجميعها على جانبي عمود القطع وشفرات خط قطع الشريط الفولاذي. يضمن سمك الرقائق المطابق تمامًا أن شفرات آلة قطع الشريط الفولاذي تعمل بشكل متساوٍ، مما يمنع البثق من جانب واحد، والتقطيع، وتجعيد الحافة أثناء عملية القص. وهذا يقلل بشكل كبير من تآكل الشفرة ويطيل عمر الخدمة لمجموعة القواطع بأكملها.
(2) طحن وتصحيح تركيز الشفرة
إذا تم استخدام خط قطع الشريط الفولاذي تحت كثافة عالية لفترة طويلة وتم اصطدام الشفرات على جانب واحد، فإن تركيز الشفرة سيصبح غير متوازن. حتى لو كانت مواصفات الرقائق صحيحة، فإن فجوة الشفرة سوف تتقلب أثناء التشغيل. لا يمكن ضبط هذا النوع من الأعطال باستخدام الحشوات. يجب تفكيك مجموعة الشفرات بأكملها من عمود القطع لآلة قطع الشريط الفولاذي، وإرسالها إلى مطحنة احترافية لإعادة الطحن والطحن الخارجي، وتصحيح تركيز الشفرة، ثم إعادة تثبيتها على خط قطع الشريط الفولاذي قبل إعادة ضبط فجوة الرقائق.
(3) تصحيح أعمدة القطع غير المتوازنة
أعمدة القطع العلوية والسفلية لآلة قطع الشريط الفولاذي تتعرض لتأثيرات القص على مدى فترة طويلة، مما يؤدي إلى انحناء طفيف وتآكل غير متساوي للسطح. أثناء دوران العمود، تتغير فجوة الشفرة بشكل دوري، مما يؤدي إلى نتوءات على أحد جانبي الشريط النهائي وقطع ناعم على الجانب الآخر. لمعالجة هذه المشكلة، يجب إيقاف الماكينة، وتفكيك مجموعة عمود القطع لخط حز الشريط الفولاذي، وتأريض المناطق البالية على جسم العمود وتصحيحها، ومعايرة التوازن الديناميكي لعمود القطع لإزالة تقلبات الفجوة الناتجة عن الدوران.
(4) تثبيت فجوة القص بالبطانات
الحشوات والبطانات الفاصلة هي مكونات مساعدة أساسية لضبط الفجوة في آلة قطع الشريط الفولاذي. يتم تركيبها على جانبي كل مجموعة من شفرات القطع، يمكنها فصل الشفرات بدقة، والتحكم في فجوة القطع للمجموعة الواحدة، والحفاظ على التوازي الأفقي للشفرات العلوية والسفلية. توفر الحشيات والبطانات الفولاذية عالية القوة صلابة عالية، مما يمنع الشفرات من الخدش والاصطدام بعد التجميع. كما أنها تضمن تباعدًا منتظمًا بين شفرات القطع المتعددة على عمود القطع الخاص بخط تقطيع الشريط الفولاذي بالكامل، مما يحافظ على دقة القطع المتسقة عبر الشرائط المتعددة.
مواصفات الإعداد القياسية لمعلمات فجوة الشفرات لخطوط قطع شريط الفولاذ
المرجع الأساسي لتحديد فجوة الشفرةآلات قطع شريط الصلبهو سمك وصلابة وقوة الشد للمواد المعالجة. يوضح الجدول أدناه الفجوة القياسية لمختلف المعادن شائعة الاستخدام المتوافقة مع خطوط قطع شريط الفولاذ:
|
سماكة |
الفولاذ المقاوم للصدأ |
الألومنيوم |
فُولاَذ |
الكربون الصلب |
السيليكون المسl |
| <0.1 ملم |
0 | 0 | 0 | 0 | 0 |
| 0.1-0.4 ملم |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5-1.0 ملم |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1.0 مم |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
يعد ضبط فجوة الشفرة في آلة قطع الشريط الفولاذي عملية أساسية للتحكم في جودة منتج قطع اللفائف النهائي. المطابقة الدقيقة لقيمة الفجوة تؤثر بشكل مباشر على كفاءة الإنتاج، وتآكل الأدوات، ومعدل تأهيل المنتج النهائي لخط قطع شريط الفولاذ. أثناء التشغيل اليومي لآلة قطع الشريط الفولاذي، يجب على المشغلين حفظ معلمات الفجوة المقابلة للمادة والسمك، واستخدام الحشوات الدقيقة للتعديل بشكل صحيح، وفحص الشفرات وعمود القطع بانتظام لتقليل فشل الإنتاج مثل النتوءات، والتقطيع، وانحرافات الأبعاد.
لمزيد من المعلومات حولخط قطع شريط الصلبالتشغيل، اختيار الأداة، نصائح معالجة الملف، أو لتخصيص آلات قطع شريط الفولاذ الأوتوماتيكية بالكامل المناسبة للفولاذ المقاوم للصدأ والفولاذ الكربوني والألومنيوم، يرجى الاتصال بـ KINGREAL STEEL SLITTER مباشرة!