



تم تصميم خط قطع الحلقات خصيصًا للعملاء الذين يحتاجون إلى معالجة عالية السرعة للمواد الرقيقة وعالية الدقة لإنتاج شرائح ضيقة متعددة بدقة استثنائية.
|
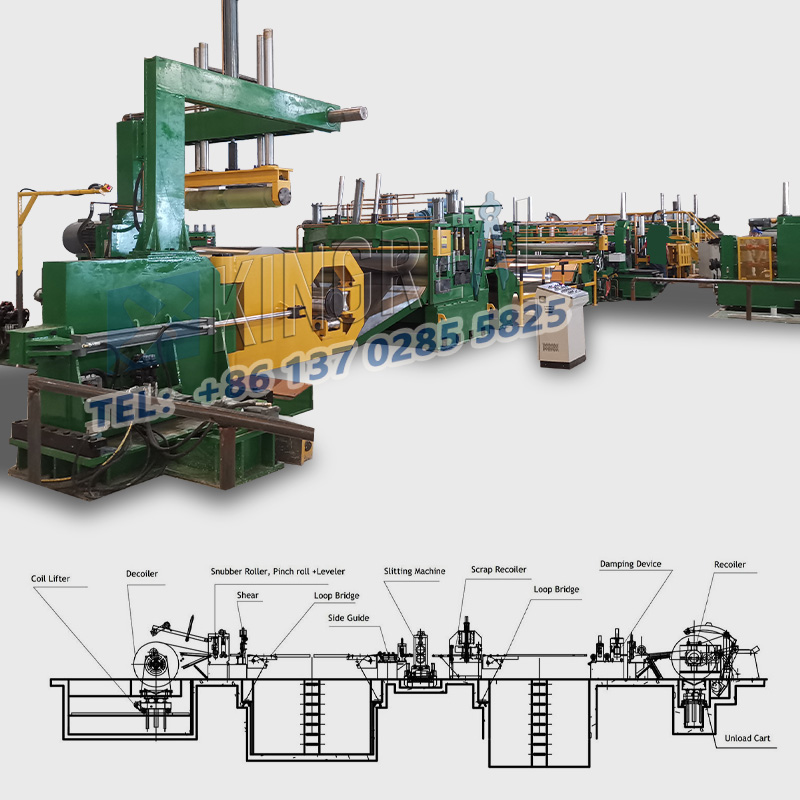
تم تصميم خط قطع الحلقات خصيصًا للعملاء الذين يحتاجون إلى معالجة عالية السرعة للمواد الرقيقة وعالية الدقة لإنتاج شرائح ضيقة متعددة بدقة استثنائية. يتم استخدامه على نطاق واسع في القطاعات ذات المتطلبات الصارمة لدقة قطع الشريط - مثل صناعات السيارات والإلكترونيات والأجهزة المنزلية. من خلال التصميم الهندسي العلمي، فإن آلة القطع الحلقي تحقق عمليات قطع عالية الكفاءة والدقة. إحدى ميزات التصميم المحورية - والتمييز الأساسي الذي يفصل خط حز الحلقة عن خطوط حز المعادن القياسية - هو دمج مجمع حلقي على شكل حفرة يقع داخل أساس المعدات. يتم تحديد العمق والطول الفعلي لهذه الحفرة على وجه التحديد بناءً على سمك الشريط المعدني وسرعة القطع المقصودة؛ تتحكم هذه الأبعاد بشكل مباشر في دقة القطع والاستقرار التشغيلي لآلة القطع الحلقي.
بالنسبة للشرائط الرقيقة - التي تمتلك ليونة عالية وتكون عرضة للتشوه - عادة ما تكون هناك حاجة إلى حفرة أعمق لضمان بقاء الشريط مسترخيًا بشكل ثابت داخل المجمع الحلقي، وبالتالي منع التجاعيد أو الانحراف الجانبي أثناء عملية الحز. على العكس من ذلك، بالنسبة للشرائط السميكة - التي تظهر صلابة ومقاومة أكبر للتشوه - فإن الحفرة الأطول ضرورية لتلبية متطلبات التخزين المؤقت للشريط بشكل مناسب. علاوة على ذلك، مع ارتفاع سرعة القطع، تصبح المتطلبات على عمق الحفرة وطولها أكثر تطلبًا. فقط من خلال تلبية هذه المتطلبات الدقيقة يمكن لخط الحز الحلقي أن يزيد من إمكانات الحز عالية السرعة مع ضمان أن تظل جودة الحز غير منقوصة، وبالتالي ضمان تشغيل النظام باستمرار بدقة وكفاءة قصوى. |
 |
● تشغيل عالي الكفاءة — يمكن أن تصل سرعات الإنتاج القصوى إلى 230 م/دقيقة، مع إمكانية تعديل السرعات بمرونة لتلبية متطلبات التشغيل المحددة. ● الحز متعدد الأشرطة — خط الحز الحلقي قادر على قطع المواد في نفس الوقت إلى ما يصل إلى 40 شريطًا ضيقًا في تمريرة واحدة. ● الأتمتة الكاملة — تم دمج آلة الحز الحلقي مع ذراع تخزين لفائف الباب الدوار من النوع المتقاطع وخط تعبئة لفائف الشق الآلي لتقليل متطلبات العمل اليدوي إلى أقصى حد ممكن.

(1) خط الحز بحلقة واحدة
(أ) شق حلقة الدخول المفرد:يتضمن مبدأ التصميم الأساسي لهذا التكوين وضع مجمع الحلقة قبل وحدة التقطيع. تعمل هذه البنية الخاصة على تحسين دقة القطع بشكل كبير وتبسيط عملية قطع خط الحز الحلقي. من الواضح أن هذا التصميم يمنع الانزلاق عند شفرات الحز من خلال السماح إما بالشق الجزئي أو بدون توتر، وبالتالي ضمان دقة الأبعاد لشرائط الشق - وهو عامل رئيسي لقدرة آلة الحز الحلقي على تلبية متطلبات التصنيع عالية الدقة.
بالإضافة إلى تبسيط هيكل آلة قطع الحلقة بأكملها وخفض تكاليف الإنتاج وتعقيد الصيانة، مع تحسين الكفاءة التشغيلية أيضًا، فإن آلة التفكيك لا تحتاج إلى آلية إضافية ذاتية التمركز حيث أن الحلقة نفسها تتضمن واحدة.
(ب) قطع حلقة الخروج الفردي: يتميز تكوين التصميم هذا بوضع حلقة بعد آلة القطع. بعد عملية القطع، يتم تغذية شرائح الشق بواسطة آلة القطع إلى حلقة خالية من التوتر تقع بين آلة القطع ووحدة الشد؛ يمثل هذا واحدًا من مخططات تصميم الحلقة الواحدة الأكثر اعتماداً على نطاق واسع والمستخدمة حاليًا في خطوط قطع الحلقة. بالنسبة لحز الشرائط ذات المقاييس الرفيعة، قد تكون هناك حاجة إلى نظام توجيه حافة جانب المدخل لضمان فك الملف بشكل مستقر أثناء عملية القطع ولمنع سوء محاذاة الشريط من المساس بدقة الحز. يخدم هذا النهج وظيفتين أساسيتين: أولاً، يمنع بشكل فعال المشكلات المتعلقة بالارتداد غير المتزامن بين الشرائط الفردية - والتي غالبًا ما تنتج عن الاختلافات في سمك الشريط - عن طريق التحكم بدقة في شد الارتداد لضمان لف ملف أنيق وموحد.
ثانيًا، يسمح تضمين حلقة جانب الخروج للشرائط بالتدفق بحرية بعيدًا عن شفرات الحز، وبالتالي القضاء على تآكل الشفرة المرتبط عادةً بالقطع تحت التوتر؛ يؤدي هذا إلى إطالة عمر خدمة الشفرات بشكل فعال وتقليل تكاليف صيانة المعدات. بالإضافة إلى ذلك، نظرًا لأن قسم الخروج يعمل تحت حالة خالية من التوتر، فإنه يمنع بشكل فعال ظواهر التشوه - مثل "العنق" (تضييق الشريط) - مما يضمن جودة شرائح الشق بشكل أكبر.
(2) خط الحز ذو الحلقة المزدوجة
الميزة الأساسية لآلة الحز ذات الحلقة المزدوجة هي دمج حلقتين على شكل حفرة، يتم وضعهما بشكل استراتيجي في مواقع رئيسية متميزة للعمل جنبًا إلى جنب. يعمل هذا الترتيب التعاوني على تعزيز أداء الحز واستقرار الخط، مما يجعله مناسبًا بشكل مثالي لتطبيقات الحز عالية السرعة التي تتضمن مواد ذات قياس رقيق حيث تتطلب معايير عالية للغاية من جودة الحز.
يتم وضع الحلقة الأولى بين آلة التفكيك وآلة التقطيع، لتكون بمثابة مكون حاسم يتيح التشغيل المستمر والمتزامن للخط بأكمله. وتتمثل وظيفتها الأساسية في تخزين واستيعاب فرق السرعة بين عملية فك اللفافة وعملية الحز. من خلال القيام بذلك، فإنه يضمن استمرار عمليات الفك والقطع بشكل مستمر وفي تزامن مثالي، وبالتالي منع المشكلات مثل تمدد الشريط، التشوه، أو انحرافات الحز التي قد تنشأ من عدم تطابق السرعة. وفي الوقت نفسه، يظل الشريط الفولاذي الموجود داخل حفرة الأرضية في حالة مريحة تمامًا. يقوم جهاز التقطيع بسحب الشريط من الحفرة للمعالجة؛ نظرًا لعدم وجود توتر مضاد أثناء عملية الحز، يتم تقليل توليد النتوءات بشكل فعال، وبالتالي تحسين جودة حافة شرائح الحز بشكل كبير.
يتم وضع حفرة حلقة ثانية بين آلة التقطيع ووحدة الشد/الارتداد. بسبب الضغوط الناجمة عن الحز والتغيرات المتأصلة في السُمك داخل الملف المدرفل نفسه، غالبًا ما تظهر الشرائط الفردية المنتجة بعد الحز اختلافات طفيفة في الطول. وبدون التنظيم المناسب، فإن هذا التناقض من شأنه أن يعطل عملية الارتداد، مما يضر بكل من كفاءة الإنتاج وجودة المنتج. هذه الحفرة الحلقية تستوعب وتعوض اختلافات الطول هذه بشكل فعال، وبالتالي ضمان استمرارية عمليات الحز والارتداد وإلغاء الحاجة إلى توقف الإنتاج لإجراء التعديلات. علاوة على ذلك، فإن وجود هذه الحفرة الحلقية يسهل التحكم المتزامن للمحركات التي تقود آلة التقطيع ووحدة الارتداد.
 |
 |
ملحوظة: على الرغم من أن الحفرة الحلقية ليست إلزامية بشكل صارم لكل تكوين لآلة قطع المعادن، إلا أنها ضرورية للغاية للتطبيقات عالية الدقة، والمواد ذات المقاييس الرقيقة، والعمليات عالية السرعة، وعمليات الحز المتعددة الخيوط. على العكس من ذلك، يمكن تشغيل خطوط الحز المصممة للمواد ذات القياس القياسي وسرعات التشغيل المنخفضة بنجاح دون وجود حفرة حلقية.
1) كيف يعمل خط قطع الحلقة؟
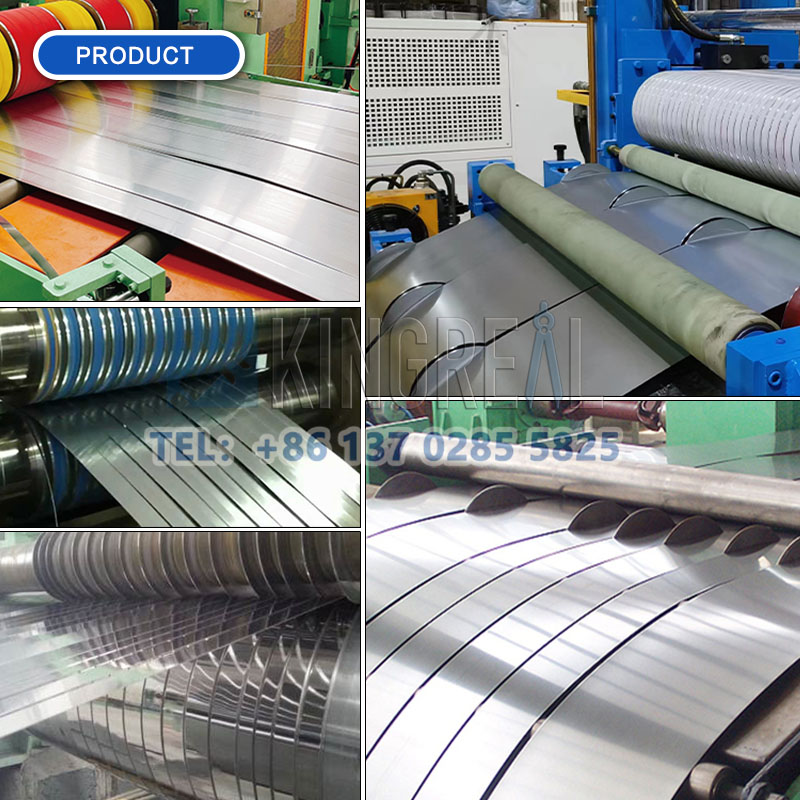
تقوم آلة الحز الحلقي بفك الملف المعدني، وتقطيعه إلى شرائح أضيق باستخدام سكاكين دوارة، ثم إعادة لف الشرائط لمزيد من المعالجة أو الشحن.
2) ما هي المواد التي يمكن معالجتها بخط الحز الحلقي؟
يمكن لآلات الحز الحلقي معالجة العديد من المعادن، بما في ذلك الفولاذ، الفولاذ المقاوم للصدأ، الألومنيوم، النحاس، فولاذ السيليكون، PPGI، وأكثر من ذلك.
3) ما هي فوائد الأتمتة في خطوط قطع الحلقة؟
يمكن للأتمتة تحسين دقة واتساق الشرائط الضيقة، وتقليل العمل اليدوي، وزيادة الإنتاج، وتقليل الأخطاء البشرية.
4) كم مرة يجب صيانة آلة قطع الحلقة؟
تنقسم صيانة خطوط الحز الحلقي إلى عمليات فحص يومية وإصلاحات دورية. سيقدم فريق KINGREAL STEEL SLITTER توصيات بناءً على تكرار استخدام العميل وعوامل أخرى.
5) ما هو العمر الافتراضي لشفرات الحز؟
يتأثر العمر الافتراضي لشفرات الحز بحجم الإنتاج، وظروف التشغيل، وخصائص المواد. عادةً ما تؤثر الاختلافات في تكوين الشفرة وتطبيقها على طول العمر.

كمصمم متخصص ومصنع لخطوط قطع المعادن، فإن KINGREAL STEEL SLITTER تفتخر بأكثر من عقدين من الخبرة الواسعة في تصميم وتصنيع خطوط قطع المعادن. ومن خلال الاستفادة من الخبرة التقنية العميقة والبنية التحتية الصناعية القوية، نجحت الشركة في تصميم العديد من خطوط قطع المعادن حتى الآن. لقد تم تشغيل هذه الأنظمة بنجاح وتعمل حاليًا بسلاسة في مرافق العملاء عبر مختلف البلدان والمناطق في جميع أنحاء العالم، مما يوفر كفاءة إنتاجية استثنائية وقيمة لعملائنا. تمتد تركيبات خط تقطيع المعادن KINGREAL STEEL SLITTER على نطاق جغرافي متنوع - بما في ذلك المملكة العربية السعودية وإيطاليا والمكسيك والبرازيل وإندونيسيا وكندا وتركمانستان وغيرها - وتغطي جميع أسواق معالجة المعادن العالمية الكبرى وتؤسس مجموعة غنية من مراجع المشاريع الدولية.
ومؤخرًا، تم إرسال خط قطع المعادن الجديد - الذي تم تصنيعه بالتعاون مع عميل في الهند - بنجاح إلى منشأة العميل بالأمس فقط.
تظل شركة KINGREAL STEEL SLITTER ملتزمة بالتحسين المستمر لمخططات التصميم ومعايير الأداء لخطوط قطع المعادن. من خلال مواكبة أحدث التطورات التكنولوجية والاستجابة مباشرة لمتطلبات الإنتاج العملية لعملائنا، فإننا نضمن أن كل خط قطع المعادن الذي نقدمه مصمم بشكل مثالي ليناسب البيئة التشغيلية المحددة واحتياجات الإنتاج الخاصة بالعميل. علاوة على ذلك، توفر KINGREAL STEEL SLITTER للعملاء مجموعة شاملة من خدمات الدعم - بما في ذلك زيارات المصنع، وتصميم خط تقطيع المعادن حسب الطلب، وتركيب الماكينة، والتدريب التشغيلي، والصيانة، وتوريد قطع الغيار. من خلال حماية عملية الإنتاج بأكملها، فإننا نضمن أن عملائنا يمكنهم الاستفادة من خطوط قطع المعادن الخاصة بهم بأقصى قدر من الكفاءة والاستقرار.