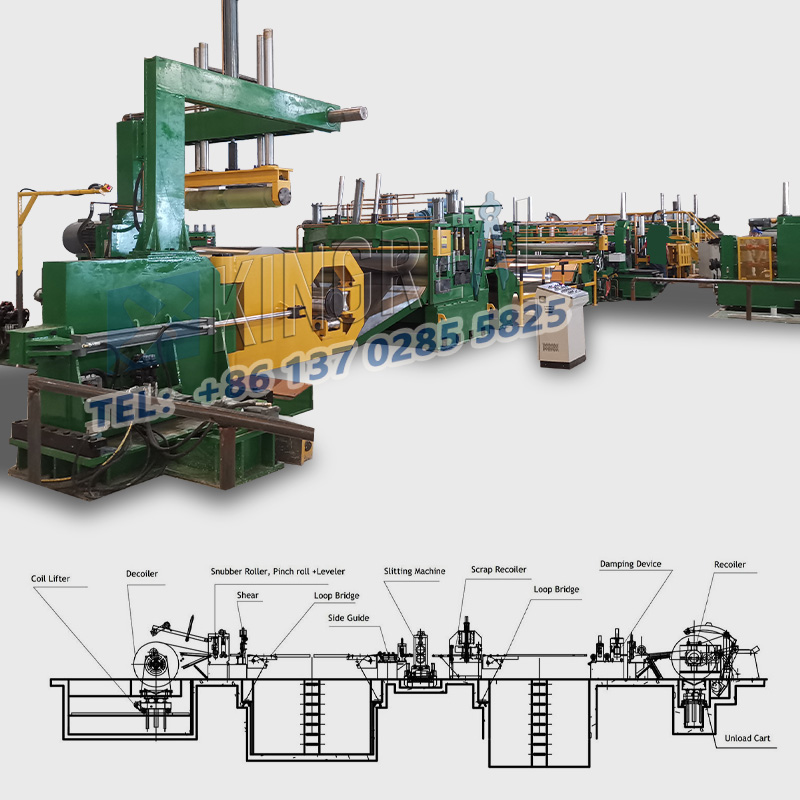
في التصنيع الحديث،ماكينات قطع المعادنوقطع لفائف لخطوط الطولهي المعدات الأساسية للقطع الطولي والعرضي للمواد المعدنية، وتستخدم على نطاق واسع في صناعات مثل الصلب والبناء والسيارات والأجهزة الكهربائية. عند شراء آلات قطع المعادن وخطوط قطع اللفائف حسب الطول، يحتاج المستخدمون إلى الأخذ بعين الاعتبار احتياجاتهم الخاصة وظروفهم الفعلية لاختيار المعدات الأكثر ملاءمة. ستشرح هذه المقالة بالتفصيل العوامل التي يجب مراعاتها عند اختيار آلات قطع المعادن وقطع اللفائف إلى خطوط الطول لمساعدة صناعة معالجة المعادن على تحقيق إنتاج فعال ودقيق وذكي.
1. اختيار نوع آلة قطع المعادن بناءً على سمك المادة
عند شراء أآلة قطع المعادن، سمك المادة هو عامل رئيسي. يمكن اختيار أنواع مختلفة من آلات قطع المعادن على أساس سمك المادة.
1.1 المواد الرقيقة (0.2~3 مم)
الموديلات المطبقة: آلة الحز ذات مقياس الضوء
المتطلبات الرئيسية:
توجيه عالي الدقة: يجب أن تصل دقة التوجيه إلى ±0.01 مم لضمان القطع الدقيق والمتسق.
التحكم في التوتر المنخفض: المواد الرقيقة تكون عرضة لتشوه الشد أثناء المعالجة، لذلك هناك حاجة إلى نظام فعال للتحكم في التوتر لمنع تشوه المواد.
الشفرات الرفيعة: يجب أن يتراوح سمك الشفرة بين 0.3 إلى 0.8 مم لتقليل فقد المواد. يكمن جوهر آلة قطع المعادن في دقة التوجيه والتحكم في التوتر. آلات قطع المعادن هذه عادة ما تكون مجهزة بأنظمة التحكم في التوتر المتقدمة لضمان استقرار المواد أثناء عملية القطع.
1.2 المواد المتوسطة (3.0 ~ 6.0 مم)
الموديلات المطبقة: آلة الحز ذات القياس المتوسط
المتطلبات الرئيسية:
التحكم المستقر في التوتر: يجب أن تكون دقة التحكم في التوتر في حدود ±2%~5% لضمان جودة قطع المواد.
حامل الأدوات عالي القوة: يجب أن يتمتع حامل الأدوات بقوة عالية لمنع تشوه عمود الأداة بشكل فعال وتحسين استقرار الماكينة بشكل عام.
نظام الطحن التلقائي الاختياري: تعمل هذه الميزة على إطالة عمر الشفرة وتقليل تكرار استبدال الأداة وتوفير تكاليف الإنتاج.
تحتاج آلات الحز متوسطة الحجم إلى تحقيق التوازن بين ثبات المواد ومتانة الأداة لتلبية متطلبات القطع للمواد ذات السماكة المتوسطة.
1.3 المواد السميكة (6.0 ~ 16.0 مم)
الموديلات المطبقة: آلة الحز ذات القياس الثقيل
المتطلبات الرئيسية:
إطار عالي الصلابة: يتم استخدام إطار مقوى من الحديد الزهر أو ملحوم لضمان ثبات جسم الآلة عند قطع المواد السميكة.
محرك عالي الطاقة: يضمن أن آلة قطع المعادن لديها قوة قص كافية لمعالجة المواد السميكة.
شفرات كربيد مقاومة للتآكل: تحافظ الشفرات المقاومة للتآكل على الحدة تحت الأحمال العالية، مما يقلل من تكرار تغيير الشفرة.
عند اختيار آلة قطع المعادن، يعتبر سمك المادة أمرًا أساسيًا لضمان التشغيل السلس للمعدات. إن اختيار نوع آلة قطع المعدن المناسب لسماكات المواد المختلفة يمكن أن يحسن كفاءة الإنتاج بشكل كبير.
2. مقارنة طرق التحكم في التوتر
يعد التحكم في التوتر عاملاً حاسماً في عملية الحز. طرق التحكم في التوتر المختلفة مناسبة لسيناريوهات المعالجة المختلفة؛ يجب على المستخدمين الاختيار وفقًا لاحتياجاتهم الفعلية.
|
نوع التحكم في التوتر |
دقة |
السيناريوهات القابلة للتطبيق |
المزايا والعيوب |
| التوتر الميكانيكي |
±10% |
سرعة منخفضة، ومتطلبات منخفضة التكلفة |
سعر منخفض √ عرضة للتقلب × |
| التوتر الهيدروليكي |
±5% |
الحز القياسي ذو السماكة المتوسطة |
استقرار جيد √ استهلاك أعلى للطاقة × |
| مضاعفات حلقة مغلقة التوتر |
±1% |
قطع الصفائح الرقيقة بدقة عالية |
الاستجابة السريعة وتوفير الطاقة √ تكلفة أعلى × |
| التوتر مسحوق المغناطيسي الكبح |
±3% |
الحز متوسط السرعة (معالجة النحاس والألومنيوم) |
تعديل سهل √ توليد حرارة عالية × |
3. اختيار الشفرة وتحسين الحياة
تعتبر الشفرات عنصرًا مهمًا فيماكينات قطع المعادنويؤثر اختيارهم بشكل مباشر على نتائج القطع وخسارة المواد.
3.1 مقارنة مادة الشفرة
|
مادة |
المواد المطبقة |
عمر |
يكلف |
| الفولاذ عالي السرعة (HSS) |
الصلب العادي والألومنيوم |
واسطة |
قليل |
| سبائك صلبة (فولاذ التنغستن) |
الفولاذ المقاوم للصدأ، السيليكون الصلب |
طويل |
عالي |
| شفرات مطلية بالسيراميك |
لوحات رقيقة عالية الدقة |
أطول |
أعلى |
3.2 5 نصائح لإطالة عمر الشفرة
الطحن المنتظم: يوصى بفحص الشفرات وطحنها كل 8 ساعات لضمان الحصول على حافة قطع حادة.
التداخل المعقول: عادة ما يتم ضبط التداخل على 10%~15% من سماكة المادة لضمان القطع السلس.
التشحيم والتبريد: استخدام زيت التشحيم أثناء القطع يقلل من التشوه الناتج عن الإجهاد الحراري.
تجنب التحميل الزائد: التحكم بشكل معقول في سرعة القطع وسمك المادة لتجنب التحميل الزائد على المعدات.
استخدم نظام إعداد الأداة التلقائي: يعمل الإعداد التلقائي للأداة على تقليل الأخطاء البشرية وتحسين الدقة.
1. تحديد متطلبات المعالجة
عند شراء أقطع الملف إلى خط الطول، حدد أولاً متطلبات المعالجة الخاصة بك، بما في ذلك نوع المادة والمواصفات وكفاءة الإنتاج.
1.1 نوع المادة ومواصفاتها:
يجب على المستخدمين التأكد من نوع المادة المراد معالجتها (على سبيل المثال، فولاذ السيليكون، الفولاذ الكربوني، الفولاذ المقاوم للصدأ، وما إلى ذلك) ونطاق سمكها وعرضها لضمان أن خط قطع الملف المحدد حسب الطول يمكن أن يغطي مواصفات المواد المطلوبة ويترك بعض المساحة للتوسع. على سبيل المثال:
قطع مقياس الضوء إلى خط الطول: مناسب لقص المواد بسمك يتراوح بين 0.2-3 مم.
قطع متوسط الحجم إلى خط الطول: مناسب لقص المواد بسمك يتراوح بين 0.3-6 مم.
قطع قياس ثقيل لخط الطول: مناسب لقص المواد التي يتراوح سمكها بين 6-25 مم.
1.2 متطلبات كفاءة الإنتاج
بناءً على حجم الإنتاج ومتطلبات الإنتاج، حدد سرعة القص المناسبة ودرجة الأتمتة. بالنسبة للإنتاج بكميات كبيرة، يوصى باستخدام نموذج عالي السرعة؛ بالنسبة لمتطلبات الدقة العالية ولكن دفعات الإنتاج الصغيرة، يكون النموذج منخفض السرعة وعالي الدقة أكثر ملاءمة.
2. التركيز على معايير الأداء الأساسية
2.1 نظام الأدوات
ستؤثر مادة الأداة، مثل الكربيد الأسمنتي أو الفولاذ عالي السرعة، على دقة المعالجة والمتانة. بشكل عام، كلما زادت دقة القطع، كلما كان ذلك أفضل، عادةً في حدود ±0.01 مم. وعلاوة على ذلك، ينبغي النظر في سهولة وتكلفة استبدال الأداة؛ يجب تفضيل نظام الأدوات الذي يسمح بالاستبدال السريع لتقليل وقت التوقف عن العمل.
2.2 طريقة الإرسال
طريقة انتقال القطع الملف إلى خط الطولهو أيضا مؤشر رئيسي. عادةً ما توفر النماذج التي تعمل بمحرك مؤازر دقة أعلى وضوضاء أقل، ومناسبة للألواح الرقيقة والتصنيع الدقيق؛ بينما توفر النماذج المدفوعة هيدروليكيًا مخرجات أكثر قوة ومناسبة لعمليات قص الألواح السميكة.
2.3 دقة تحديد المواقع
تؤثر دقة تحديد الموضع بشكل مباشر على استقامة القطع واتساق أبعادها. يوصى بدقة التكرار بـ ±±0.02mm لضمان إنتاج فعال ومستقر.
2.4 نظام التحكم
إعطاء الأولوية لأنظمة التحكم من العلامات التجارية المعروفة (مثل Siemens). تدعم واجهتها سهلة الاستخدام استيراد CAD أو البرمجة المخصصة، مما يجعلها أكثر ملاءمة للاستخدام وتحسين كفاءة الإنتاج بشكل فعال.
3. اعتبارات السلامة والصيانة
3.1 تكوين السلامة
تأكد منقطع الملف إلى خط الطولمجهزة بأجهزة الحماية الكهروضوئية، وأزرار التوقف في حالات الطوارئ، وأغطية واقية مغلقة بالكامل لضمان سلامة المشغل. لا تقلل ميزات السلامة هذه من مخاطر الحوادث فحسب، بل تتوافق أيضًا مع معايير السلامة الصناعية ذات الصلة.
3.2 سهولة الصيانة
يجب على المستخدمين أيضًا مراعاة سهولة صيانة خط قطع الملف حسب الطول، بما في ذلك سهولة فحص نظام التشحيم، وسهولة استبدال الأداة، وما إذا كان التصميم الهيكلي لخط قطع الملف حسب الطول يسهل الصيانة والإصلاح اليومي. علاوة على ذلك، فإن فهم ما إذا كانت الشركة المصنعة توفر دعمًا طويل الأمد للإمدادات للأجزاء المعرضة للخطر أمر بالغ الأهمية أيضًا.
4. خدمة ما بعد البيع
يعد اختيار الشركة المصنعة التي توفر خدمة ما بعد البيع الشاملة أمرًا ضروريًا لضمان التشغيل المستقر على المدى الطويل للمنتجقطع الملف إلى خط الطول. يجب أن تشمل خدمة ما بعد البيع الجيدة التركيب والتشغيل، والتدريب على التشغيل، واستكشاف أخطاء قطع الملف حسب طول الخط، وتوريد قطع الغيار لمساعدة المستخدمين على حل المشكلات المختلفة أثناء الاستخدام.
5. التجربة والتحقق في الموقع
عند اختيار خط قطع الملف حسب الطول، يوصى بالتجربة في الموقع. اطلب من المورد تقديم عينات معالجة لإجراء تقييم بصري لجودة القص لخط قطع الملف حسب الطول. يتضمن ذلك نتوءات القطع والعمودية ودقة الأبعاد، وهي العوامل التي تؤثر بشكل مباشر على جودة المنتج النهائي.
من خلال الفهم الشامل لهذه العوامل وإتقانها، يمكن للمستخدمين تحقيق إنتاج فعال ودقيق وذكي في مجال معالجة المعادن. إذا كان لديك احتياجات محددة بخصوصماكينات قطع المعادنوقطع لفائف لخطوط الطول، فلا تتردد في الاتصال بـ KINGREAL STEEL SLITTER. سوف نقدم لك الخدمة والدعم المهني!